HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 198
198
6 Programmazione: Programmazione profili
6.2 Gener
alità r
elativ
e alle funzioni di tr
aiet
to
ri
a
Inserimento di più di tre coordinate
Il TNC è in grado di controllare contemporaneamente fino a 5 assi. In
una lavorazione a 5 assi vengono spostati contemporaneamente, p.
es., 3 assi lineari e 2 assi di rotazione.
Il programma per una tale lavorazione viene fornito generalmente da
un sistema CAD; esso non può essere programmato direttamente
sulla macchina.
Esempio:
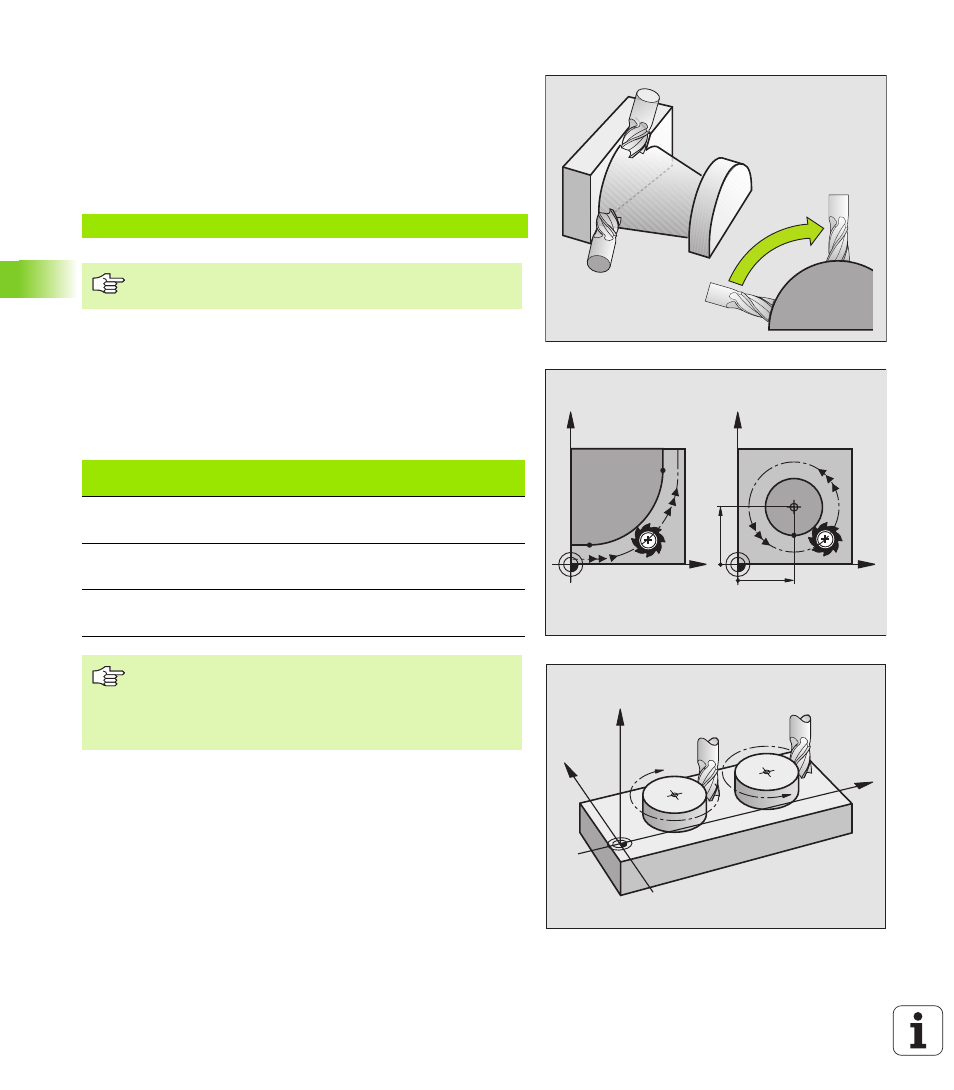
Cerchi e archi di cerchio
Per i movimenti circolari il TNC sposta contemporaneamente due assi
della macchina: l'utensile si muove rispetto al pezzo su una traiettoria
circolare. Per i movimenti circolari si può inserire il centro del cerchio.
Con le funzioni di traiettoria per archi di cerchio si programmano i
cerchi nei piani principali: il piano principale viene definito alla chiamata
dell'utensile con la definizione dell'asse del mandrino:
Senso di rotazione nei movimenti circolari
Per i movimenti circolari senza raccordo tangenziale con gli altri
elementi di profilo si inserisce il senso di rotazione tramite le seguenti
funzioni:
Rotazione in senso orario: G02/G12
Rotazione in senso antiorario: G03/G13
N123 G01 G40 X+20 Y+10 Z+2 A+15 C+6 F100 M3 *
I movimenti con oltre 3 assi non vengono supportati
graficamente dal TNC.
Asse del
mandrino
Piano principale
Centro del cerchio
Z (G17)
XY, inoltre
UV, XV, UY
I, J
Y (G18)
ZX, inoltre
WU, ZU, WX
K, I
X (G19)
YZ, inoltre
VW, YW, VZ
J, K
Cerchi che non sono paralleli al piano principale, vengono
programmati con la funzione "Rotazione del piano di
lavoro" (vedere "PIANO DI LAVORO (ciclo G80, opzione
software 1)", pag. 434) o con parametri Q (vedere
"Principio e panoramica delle funzioni", pag. 488).
X
Y
X
Y
I
J
G02/G12
G03/G13
X
Z
Y