Generalità sulla fresatura di filettature – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 300
300
8 Programmazione: Cicli
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
Generalità sulla fresatura di filettature
Premesse
La macchina deve essere dotata di impianto per l'adduzione del
refrigerante attraverso il mandrino (pressione refrigerante min. 30
bar, aria compressa min. 6 bar)
Poiché nella fresatura di filettature si verificano delle distorsioni del
profilo della filettatura, sono di norma necessarie delle correzioni
specifiche di ciascun utensile che si dovranno ricavare dal catalogo
degli utensili o richiedere al Costruttore degli stessi. La correzione
avviene alla chiamata utensile tramite il delta del raggio DR
I cicli 262, 263, 264 e 267 sono utilizzabili unicamente con utensili
destrorsi. Per il ciclo 265 si possono utilizzare utensili sia destrorsi
che sinistrorsi
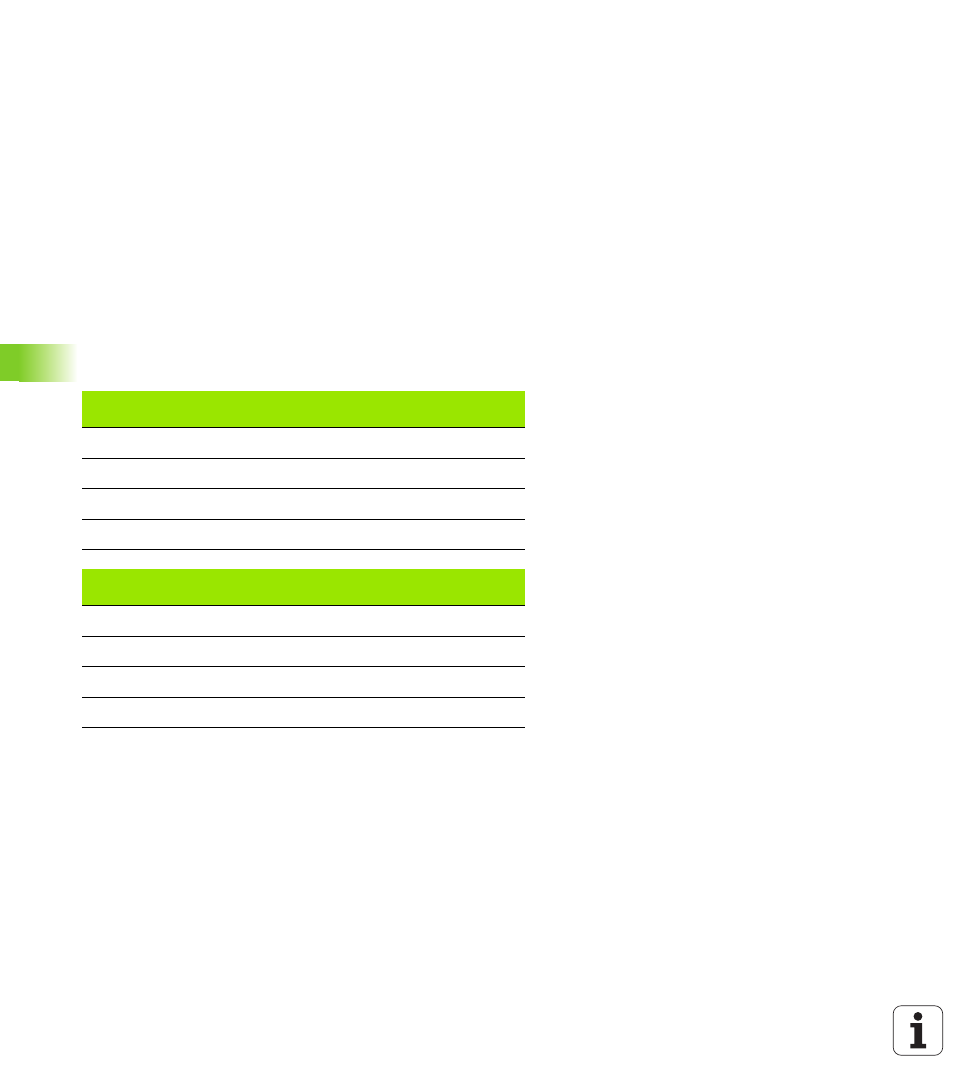
La direzione della lavorazione risulta dai seguenti parametri: segno
algebrico del passo della filettatura Q239 (+ = filettatura destrorsa /
- = filettatura sinistrorsa) e tipo di fresatura Q351 (+1 = concorde –1
= discorde). La tabella seguente illustra la relazione tra i parametri
introdotti nel caso di utensili destrorsi.
Filett. interna
Passo
Tipo di
fresatura
Direzione
Destrorsa
+
+1(RL)
Z+
Sinistrorsa
–
–1(RR)
Z+
Destrorsa
+
–1(RR)
Z–
Sinistrorsa
–
+1(RL)
Z–
Filett. esterna
Passo
Tipo di
fresatura
Direzione
Destrorsa
+
+1(RL)
Z–
Sinistrorsa
–
–1(RR)
Z–
Destrorsa
+
–1(RR)
Z+
Sinistrorsa
–
+1(RL)
Z+