HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 322
322
8 Programmazione: Cicli
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
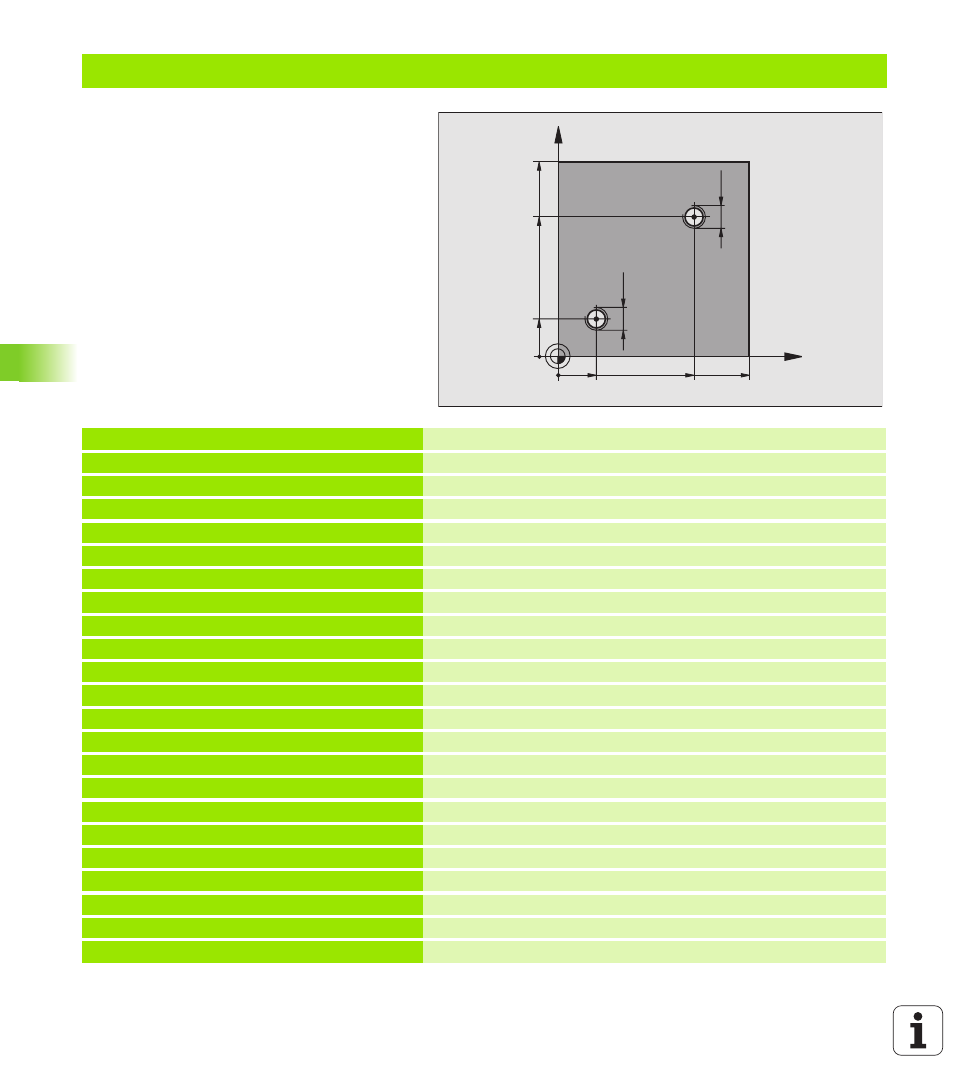
Esempio: Cicli di foratura
Esecuzione del programma
Programmare il ciclo di foratura nel programma
principale
Programmare la lavorazione nel
sottoprogramma, vedere "Sottoprogrammi",
pag. 473
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definizione pezzo grezzo
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Definizione utensile
N40 T1 G17 S4500 *
Chiamata utensile
N50 G00 G40 G90 Z+250 *
Disimpegno utensile
N60 G86 P01 +30 P02 -1,75 *
Definizione del ciclo filettatura
N70 X+20 Y+20 *
Posizionamento sul foro 1
N80 L1,0 *
Chiamata sottoprogramma 1
N90 X+70 Y+70 *
Posizionamento sul foro 2
N100 L1,0 *
Chiamata sottoprogramma 1
N110 G00 Z+250 M2 *
Disimpegno utensile, fine programma principale
N120 G98 L1 *
Sottoprogramma 1: filettatura
N130 G36 S0 *
Definizione dell'angolo del mandrino per l'orientamento
N140 M19 *
Orientamento mandrino (ripetizione filettatura possibile)
N150 G01 G91 X-2 F1000 *
Spostamento utensile per penetrazione senza collisione (in funzione
del diametro del nocciolo e dell'utensile)
N160 G90 Z-30 *
Posizionamento alla profondità di partenza
N170 G91 X+2 *
Ritiro utensile al centro del foro
N180 G79 *
Chiamata ciclo 18
N190 G90 Z+5 *
Disimpegno
N200 G98 L0 *
Fine del sottoprogramma 1
N99999999 %C18 G71 *
X
Y
20
20
100
100
70
70
M12
M12