Orientamento del mandrino (ciclo g36), 1 0 cicli speciali – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 443
HEIDENHAIN iTNC 530
443
8.1
0
Cicli speciali
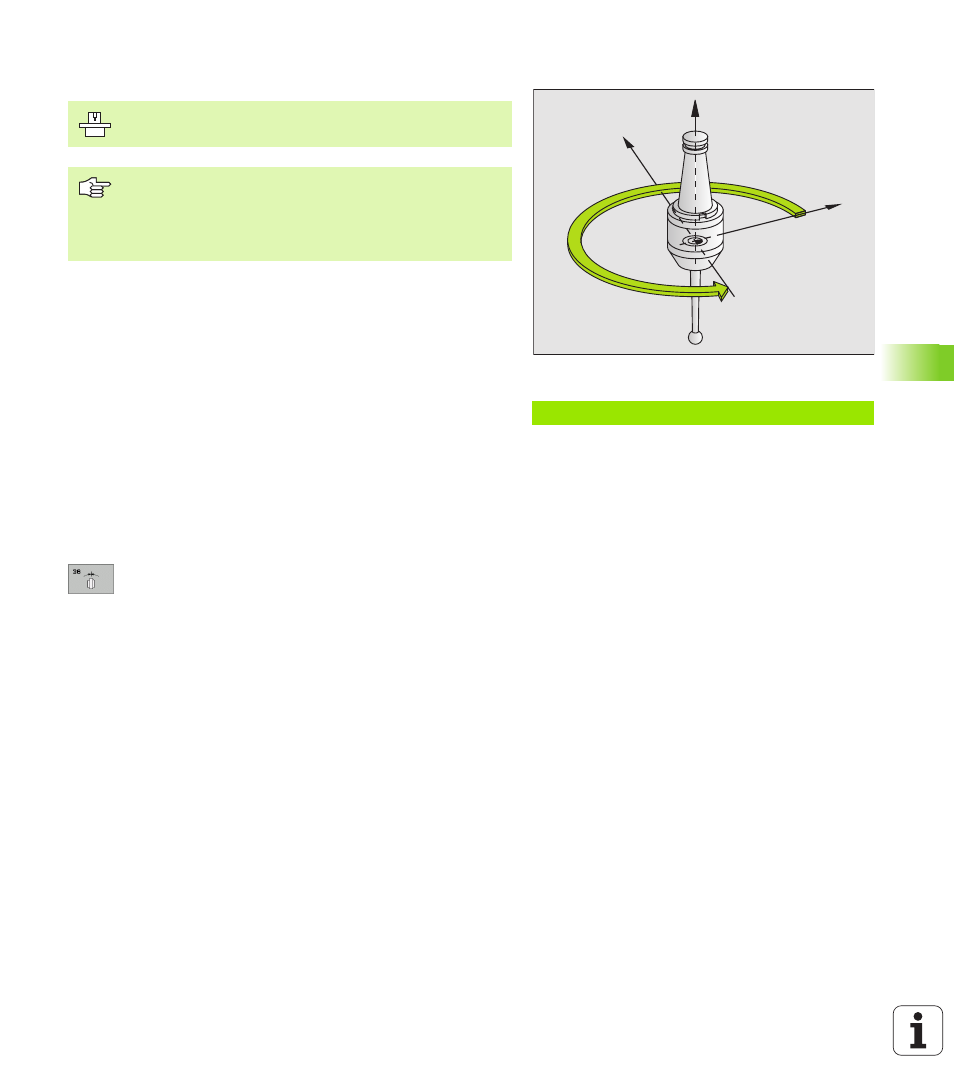
ORIENTAMENTO DEL MANDRINO (Ciclo G36)
Il TNC può comandare il mandrino principale di una macchina utensile
e ruotarlo in una posizione definita da un angolo.
L'orientamento del mandrino è necessario p. es.
per i sistemi di cambio utensile che richiedono una determinata
posizione per il cambio dell'utensile
per l'allineamento della finestra di trasmissione e di ricezione del
sistema di tastatura 3D con trasmissione a raggi infrarossi
Attivazione
Il posizionamento sulla posizione angolare definita nel ciclo viene
attivato dal TNC mediante la programmazione della funzione M19 o
M20 (a seconda del modello di macchina)
Programmando M19 o M20 senza previa definizione del ciclo 13, il
TNC posiziona il mandrino su un valore angolare definito nell’apposito
parametro macchina (vedere Manuale della macchina).
8
ANGOLO DI ORIENTAMENTO
: inserire l'angolo riferito
all'asse di riferimento dell'angolo del piano di lavoro
Campo di immissione: da 0 a 360°
Risoluzione di inserimento: 0,001°
Esempio: Blocchi NC
N76 G36 S25 *
X
Y
Z
La macchina e il TNC devono essere predisposti dal
Costruttore.
Nei cicli di lavorazione 202, 204 e 209 viene utilizzati
internamente il ciclo 13. Nel programma NC, tenere
presente che un eventuale ciclo 13 deve essere
programmato di nuovo dopo uno dei suddetti cicli di
lavorazione.