Retta in rapido g10 retta con avanzamento g11 f, Pag.218, 5 t raiet to ri e - coor dinat e polar i – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 218
218
6 Programmazione: Programmazione profili
6.5 T
raiet
to
ri
e - Coor
dinat
e
polar
i
Retta in rapido G10
Retta con avanzamento G11 F. . .
L 'utensile si porta su una retta dalla sua posizione attuale al punto
finale della retta. Il punto di partenza corrisponde al punto finale del
blocco precedente.
Programmazione
8
Raggio in coordinate polari R: inserire la distanza del
punto finale della retta dal polo I, J
8
Angolo in coordinate polari H: posizione angolare del
punto finale della retta tra -360° e +360°
Il segno di H viene determinato dall'asse di riferimento dell'angolo:
Angolo tra l'asse di riferimento dell'angolo e R in senso antiorario:
H >0
Angolo tra l'asse di riferimento dell'angolo e R in senso orario: H<0
Esempi di blocchi NC
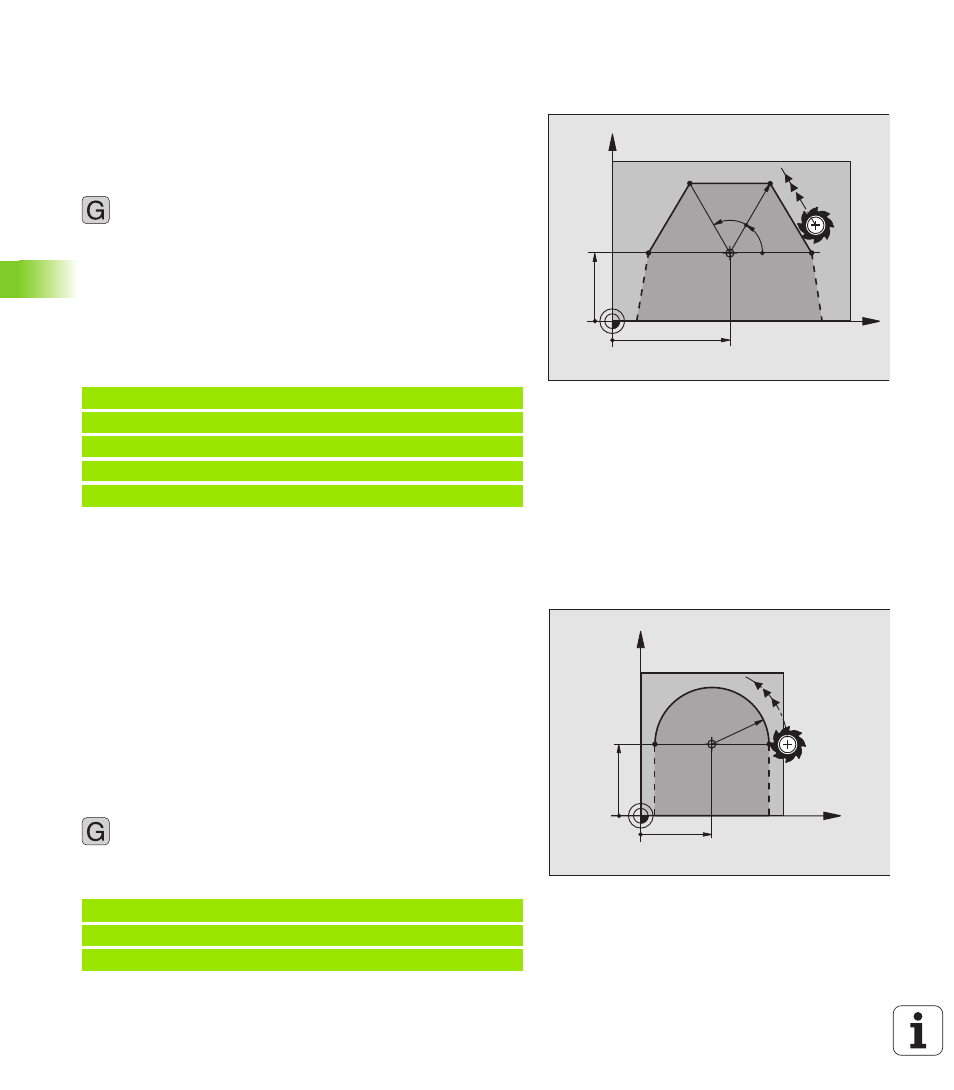
Traiettoria circolare G12/G13/G15 intorno al
polo I, J
Il raggio delle coordinate polari R è contemporaneamente raggio
dell'arco di cerchio. R è definito dalla distanza del punto di partenza dal
polo I, J. L'ultima posizione dell'utensile programmata prima di un
blocco G12, G13 o G15 corrisponde al punto di partenza della traiettoria
circolare.
Senso di rotazione
In senso orario: G12
In senso antiorario: G13
Senza programmazione del senso di rotazione: G15. Il TNC esegue la
traiettoria circolare con l'ultimo senso di rotazione programmato
Programmazione
8
Angolo in coordinate polari H: posizione angolare del
punto finale della traiettoria circolare tra -5.400° e
+5.400°
Esempi di blocchi NC
N120 I+45 J+45 *
N130 G11 G42 R+30 H+0 F300 M3 *
N140 H+60 *
N150 G91 H+60 *
N160 G90 H+180 *
X
Y
45
25
60°
60°
30
CC
11
N180 I+25 J+25 *
N190 G11 G42 R+20 H+0 F250 M3 *
N200 G13 H+180 *
X
Y
25=I
25=J
R20
13