5 f unzioni ausiliar ie per assi di r o tazione – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 256
256
7 Programmazione: Funzioni-ausiliarie
7.
5 F
unzioni ausiliar
ie per assi di r
o
tazione
Mantenimento della posizione della punta
dell'utensile nel posizionamento di assi
orientabili (TCPM): M128 (opzione software 2)
Comportamento standard
Il TNC porta l'utensile sulle posizioni definite nel programma di
lavorazione. Se nel programma varia la posizione di un asse orientabile,
si deve calcolare il conseguente offset degli assi lineari e spostarlo in
un blocco di posizionamento (vedere figura funzione M114).
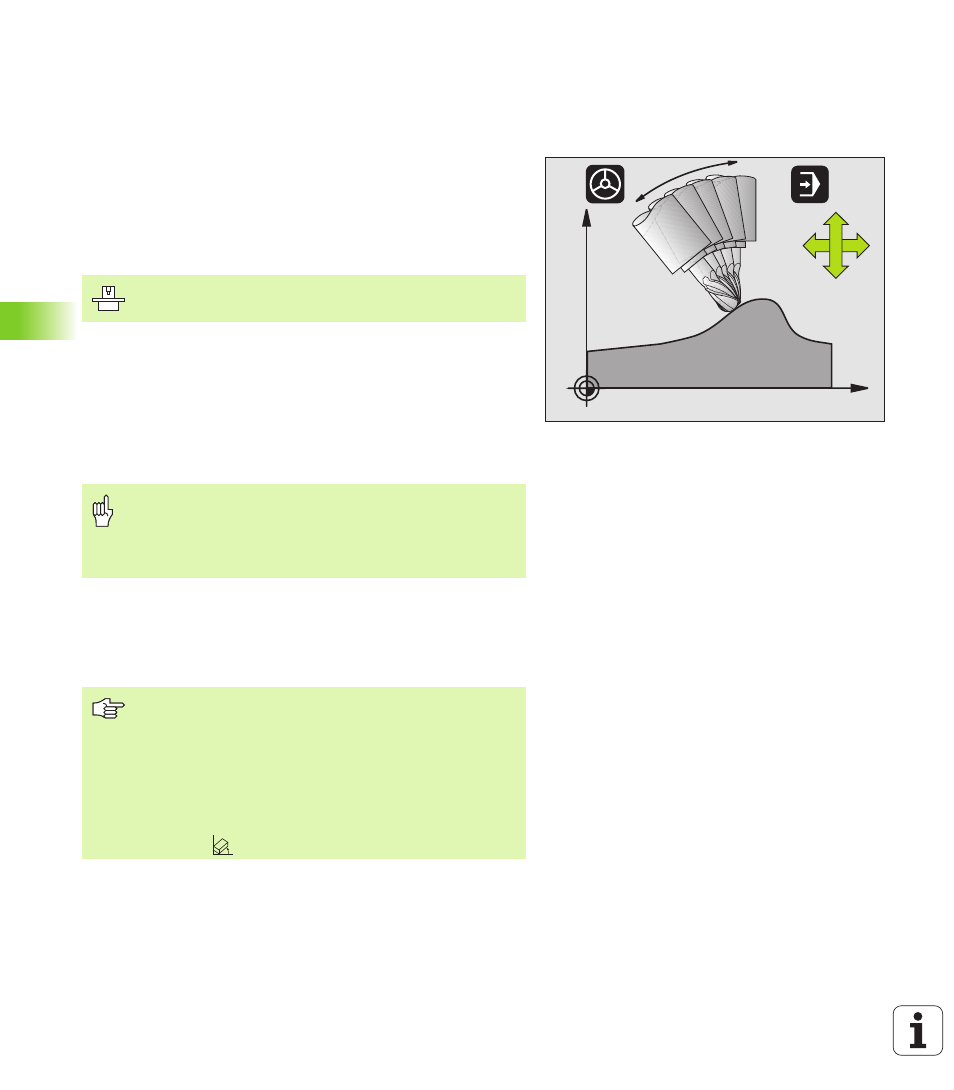
Comportamento con M128 TCPM: Tool Center Point
Management)
Se nel programma varia la posizione di un asse orientabile comandato
da programma, durante la rotazione la posizione della punta
dell'utensile rispetto al pezzo rimane invariata.
Utilizzare M128 con M118, se si desidera modificare con il volantino la
posizione dell'asse di rotazione durante l'esecuzione del programma.
La sovrapposizione di un posizionamento con il volantino viene
eseguita con M128 attiva nel sistema di coordinate proprio della
macchina.
Dietro M128 è possibile inserire ancora un avanzamento con il quale il
TNC esegue i movimenti di compensazione sugli assi lineari. Se non si
inserisce un avanzamento, oppure qualora esso abbia un valore
maggiore di quello definito nel parametro macchina 7471,
l'avanzamento assumerà il valore di quest'ultimo.
La geometria della macchina deve essere definita dal
Costruttore nei parametri macchina 7510 e seguenti.
Per assi orientabili con dentatura Hirth: modificare la
posizione dell'asse orientabile unicamente dopo aver
portato l'utensile fuori ingombro. Altrimenti il ritiro dalla
dentatura potrebbe causare dei danneggiamenti del
profilo.
Prima di eseguire posizionamenti con M91 oppure M92 e
prima di un TOOL CALL: disattivare M128.
Per evitare lesioni del profilo utilizzare con la funzione M128
solo frese a raggio frontale.
La lunghezza dell'utensile deve essere riferita al centro
della sfera della fresa a raggio laterale.
Con M128 attiva, il TNC visualizza nell'indicazione di stato
il simbolo
.
X
Z
B
Z
X