Pag. 387, 6 cicli sl – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 387
HEIDENHAIN iTNC 530
387
8.6 Cicli SL
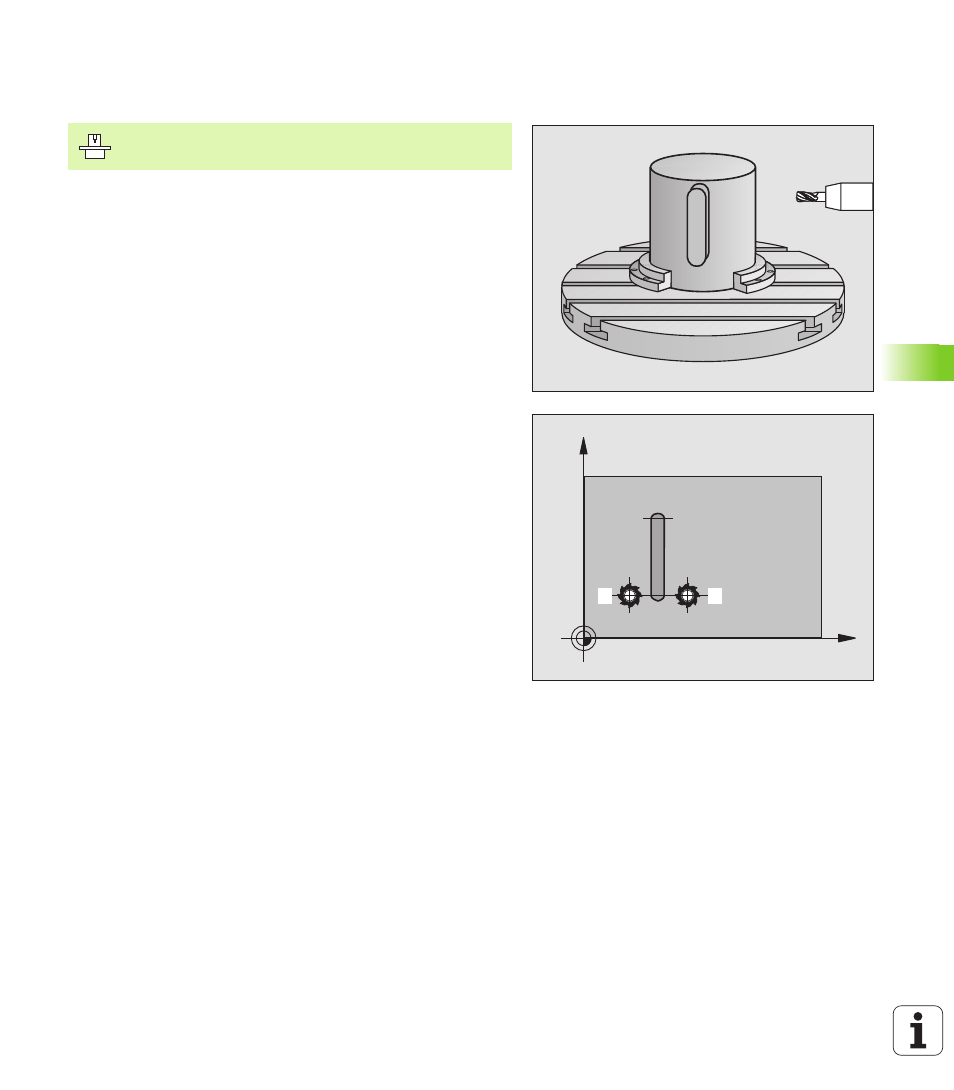
FRESATURA DI ISOLA SU SUPERFICIE
CILINDRICA (Ciclo G129, opzione software 1)
Con questo ciclo, è possibile trasferire un'isola definita nello sviluppo
sulla superficie di un cilindro. In questo ciclo il TNC pone l'utensile in
modo tale che, con correzione del raggio attiva, le pareti siano sempre
parallele tra loro. Programmare la traiettoria centrale dell'isola
indicando la correzione del raggio utensile. Tramite la correzione del
raggio si definisce se il TNC dovrà eseguire l'isola in modo concorde o
in modo discorde.
Sulle estremità dell'isola il TNC inserisce sempre un semicerchio con
raggio pari a metà larghezza dell'isola.
1
Il TNC posiziona l'utensile sopra il punto di partenza della
lavorazione. Il TNC calcola il punto di partenza dalla larghezza
dell'isola e dal diametro dell'utensile. Questo è collocato, spostato
per metà larghezza dell'isola e per il diametro dell'utensile, accanto
al primo punto definito nel sottoprogramma del profilo. La
correzione del raggio determina se la partenza avviene a sinistra (
1
,
RL=concorde) o a destra dell'isola (
2
, RR=discorde) (vedere la
figura centrale a destra)
2
Dopo che il TNC ha posizionato sulla prima profondità di
accostamento, l'utensile si avvicina alla parete dell'isola in modo
tangenziale su un arco di cerchio con avanzamento di fresatura
Q12. Event. viene considerato il sovrametallo per finitura laterale
3
L'utensile esegue la fresatura alla prima profondità di
accostamento con avanzamento Q12 lungo la parete dell'isola, fino
al completamento di questa
4
In seguito l'utensile si stacca tangenzialmente dalla parete
dell'isola, ritornando al punto di partenza della lavorazione
5
Questa procedura (da 2 a 4) si ripete fino al raggiungimento della
PROFONDITA' Q1 programmata
6
Alla fine l'utensile si riporta ad altezza di sicurezza nell'asse
utensile oppure all'ultima posizione programmata prima del ciclo
(in funzione del parametro macchina 7420)
C
Z
11
12
La macchina e il TNC devono essere predisposti dal
Costruttore.