5 t raiet to ri e - coor dinat e polar i – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 222
222
6 Programmazione: Programmazione profili
6.5 T
raiet
to
ri
e - Coor
dinat
e
polar
i
In caso di lavorazione di oltre 16 filetti:
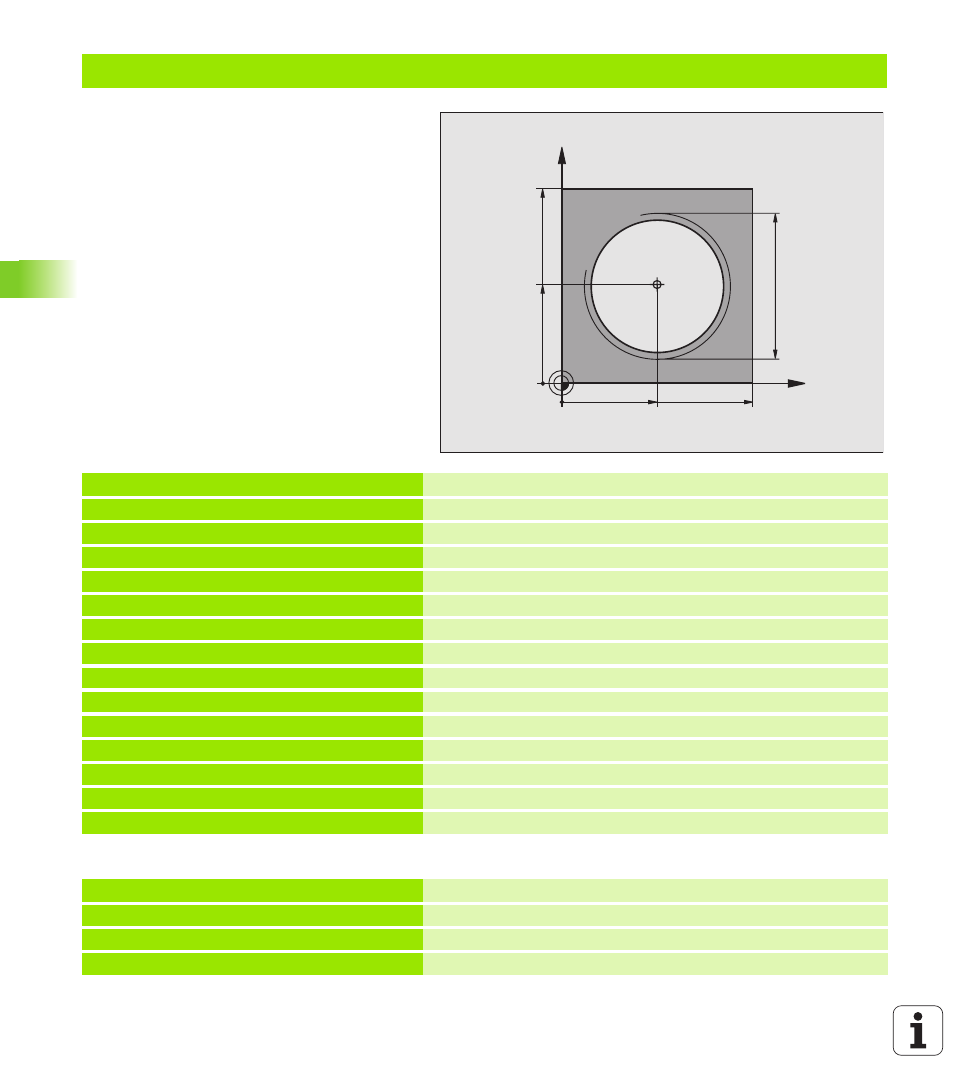
Esempio: Traiettoria elicoidale
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definizione pezzo grezzo
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
Definizione utensile
N40 T1 G17 S1400 *
Chiamata utensile
N50 G00 G40 G90 Z+250 *
Disimpegno utensile
N60 X+50 Y+50 *
Preposizionamento dell'utensile
N70 G29 *
Conferma dell'ultima posizione programmata quale polo
N80 G01 Z-12,75 F1000 M3 *
Posizionamento alla profondità di lavorazione
N90 G11 G41 R+32 H+180 F250 *
Posizionamento sul primo punto del profilo
N100 G26 R2 *
Raccordo
N110 G13 G91 H+3240 Z+13,5 F200 *
Percorso elicoidale
N120 G27 R2 F500 *
Distacco tangenziale
N170 G01 G40 G90 X+50 Y+50 F1000 *
Disimpegno dell'utensile, fine del programma
N180 G00 Z+250 M2 *
X
Y
50
50
I,J
100
100
M64 x 1,5
...
N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
Avvicinamento tangenziale