7 cicli sl con f o rm ula del pr ofilo – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 406
406
8 Programmazione: Cicli
8.7 Cicli SL con f
o
rm
ula del pr
ofilo
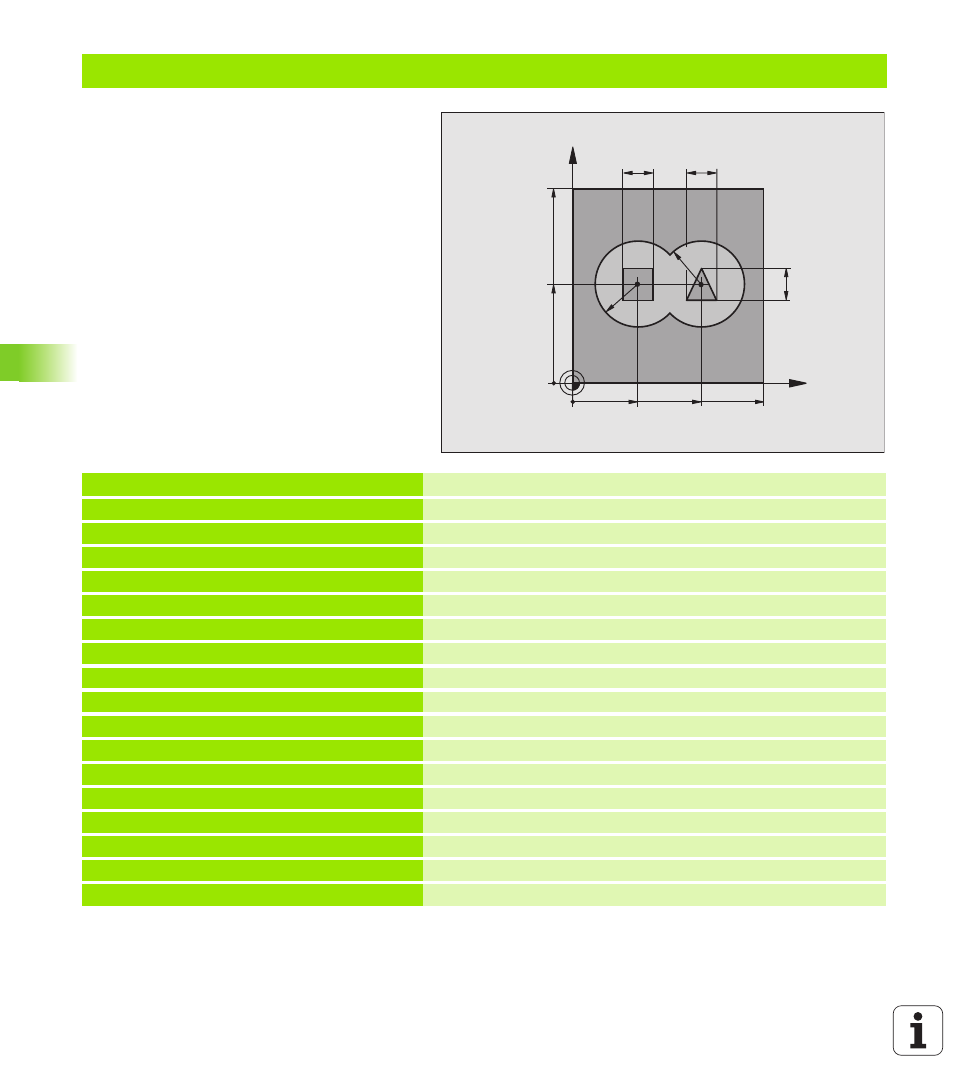
Esempio: Sgrossatura e finitura di profili sovrapposti con formula del profilo
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definizione pezzo grezzo
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2,5 *
Definizione utensile fresa di sgrossatura
N40 G99 T2 L+0 R+3 *
Definizione utensile fresa di finitura
N50 T1 G17 S2500 *
Chiamata utensile fresa di sgrossatura
N60 G00 G40 G90 Z+250 *
Disimpegno utensile
N70 %:CNT: “MODEL“ *
Indicazione del programma di definizione del profilo
N80 G120 DATI PROFILO
Definizione dei parametri generali di lavorazione
Q1=-20
;PROF. FRESATURA
Q2=1
;SOVRAPP. TRAIETT. UT.
Q3=+0,5
;SOVRAM. LATERALE
Q4=+0,5
;SOVRAM. PROFONDITA’
Q5=+0
;COOR. SUPERF.
Q6=2
;DIST. DI SICUREZZA
Q7=+100
;ALTEZZA DI SICUREZZA
Q8=0,1
;RAGGIO ARROTOND.
Q9=-1
;SENSO DI ROTAZIONE
X
Y
35
50
100
100
16
16
R25
65
16
R25