8 cicli di spianat u ra, Esempio: spianatura – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 422
422
8 Programmazione: Cicli
8.8 Cicli di spianat
u
ra
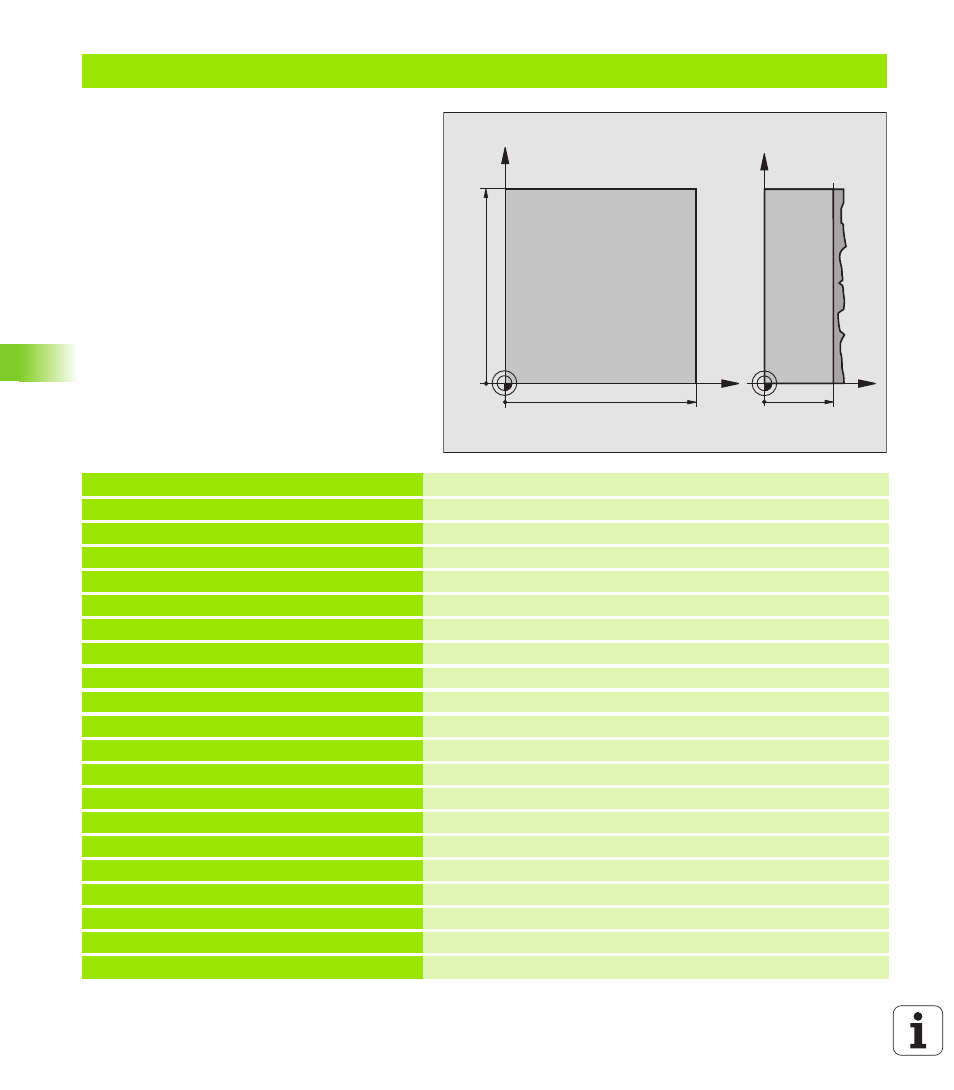
Esempio: Spianatura
%C230 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definizione pezzo grezzo
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
Definizione utensile
N40 T1 G17 S3500 *
Chiamata utensile
N50 G00 G40 G90 Z+250 *
Disimpegno utensile
N60 G230 SPIANATURA
Definizione del ciclo "Spianatura"
Q225=+0
;PUNTO PART. 1° ASSE
Q226=+0
;PUNTO PART. 2° ASSE
Q227=+35
;PUNTO PART. 3° ASSE
Q218=100
;LUNGHEZZA 1° LATO
Q219=100
;LUNGHEZZA 2° LATO
Q240=25
;NUMERO TAGLI
Q206=250
;AVANZAMENTO PROF.
Q207=400
;AVANZ. FRESATURA
Q209=150
;AVANZ. TRASVERSALE
Q200=2
;DIST. DI SICUREZZA
N70 X-25 Y+0 M03 *
Preposizionamento vicino al punto di partenza
N80 G79 *
Chiamata ciclo
N90 G00 G40 Z+250 M02 *
Disimpegno dell'utensile, fine del programma
N99999999 %C230 G71 *
X
Y
100
100
Z
Y
35