Programmazione della prima parte 1.3 – HEIDENHAIN TNC 640 (34059x-05) Manuale d'uso
Pagina 61
Programmazione della prima parte
1.3
1
TNC 640 | Manuale utente
Dialogo con testo in chiaro HEIDENHAIN | 3/2015
61
Inserire il valore Disimpegno utensile: premere il
tasto arancione dell'asse
Z e inserire il valore della
posizione da raggiungere, ad es. 250. Confermare
con il tasto
ENT
Corr. raggio: RL/RR/senza corr.? Confermare con
il tasto
ENT: senza attivazione della correzione del
raggio
Confermare
Avanzamento F=? con il tasto ENT:
spostare in rapido (
FMAX)
Funzione ausiliaria M? Inserire M2 per fine
programma, confermare con il tasto
END: il TNC
memorizza il blocco di traslazione immesso
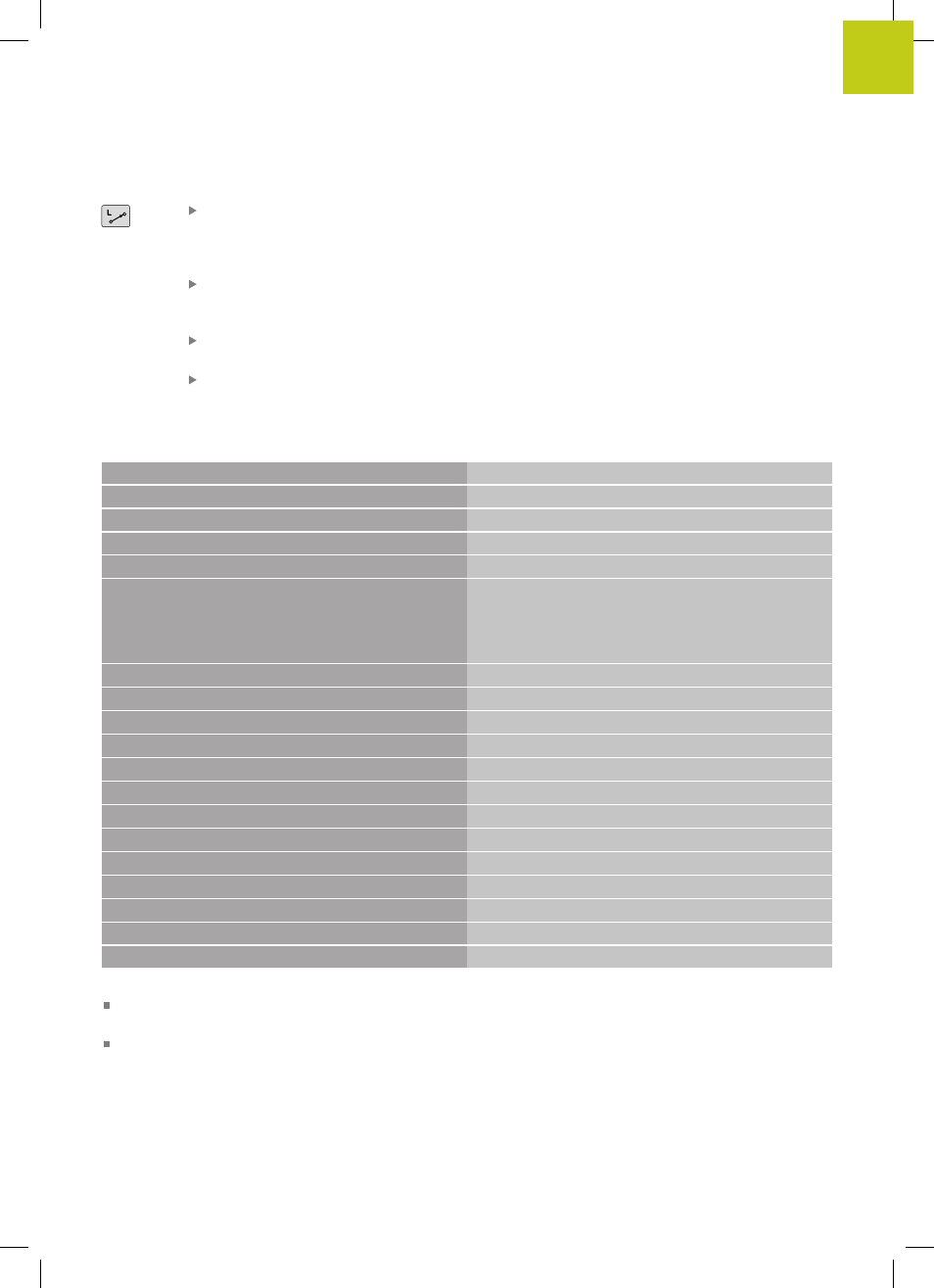
Blocchi esemplificativi NC
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definizione pezzo grezzo
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 5 Z S4500
Chiamata utensile
4 L Z+250 R0 FMAX
Disimpegno utensile
5 PATTERN DEF
POS1 (X+10 Y+10 Z+0)
POS2 (X+10 Y+90 Z+0)
POS3 (X+90 Y+90 Z+0)
POS4 (X+90 Y+10 Z+0)
Definizione delle posizioni di lavorazione
6 CYCL DEF 200 FORATURA
Definizione ciclo
Q200=2
;DISTANZA SICUREZZA
Q201=-20
;PROFONDITA
Q206=250
;AVANZ. INCREMENTO
Q202=5
;PROF. INCREMENTO
Q210=0
;TEMPO ATTESA SOPRA
Q203=-10
;COORD. SUPERFICIE
Q204=20
;2. DIST. SICUREZZA
Q211=0.2
;TEMPO ATTESA SOTTO
Q395=0
;RIFERIM. PROFONDITA'
7 CYCL CALL PAT FMAX M13
Mandrino e refrigerante on, chiamata ciclo
8 L Z+250 R0 FMAX M2
Disimpegno utensile, fine programma
9 END PGM C200 MM
Informazioni dettagliate su questo argomento
Creazione del nuovo programma: vedere "Apertura e
inserimento di programmi", Pagina 103
Programmazione di cicli: vedere manuale utente
Programmazione di cicli