6 correzione utensile tridimensionale (opzione #9), Introduzione, Correzione utensile tridimensionale (opzione #9) – HEIDENHAIN TNC 640 (34059x-05) Manuale d'uso
Pagina 482
Programmazione: lavorazione a più assi
12.6 Correzione utensile tridimensionale (opzione #9)
12
482
TNC 640 | Manuale utente
Dialogo con testo in chiaro HEIDENHAIN | 3/2015
12.6
Correzione utensile tridimensionale
(opzione #9)
Introduzione
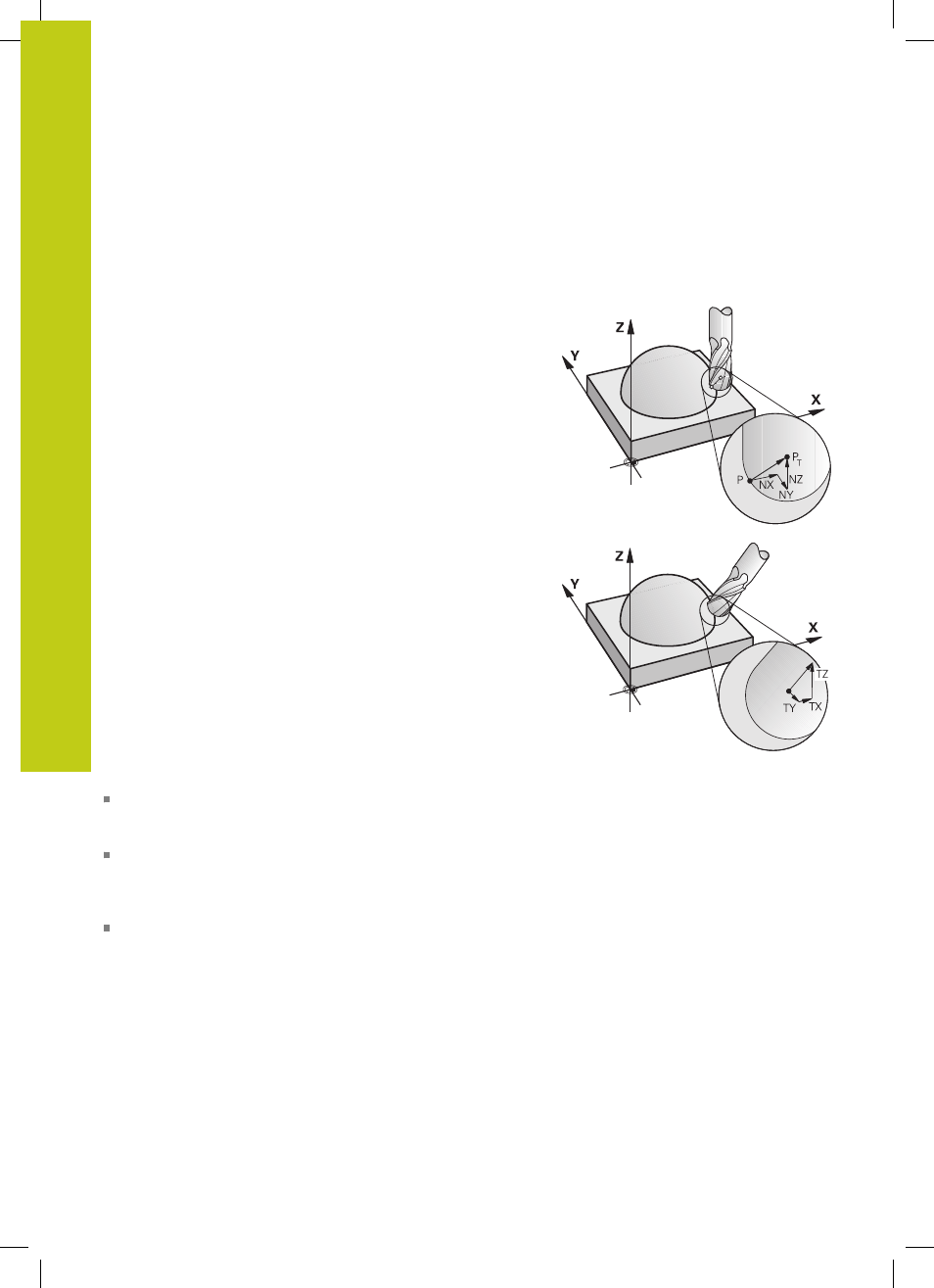
Il TNC è in grado di eseguire una correzione tridimensionale
dell'utensile (correzione 3D) per blocchi di rette. In questi blocchi
devono essere inserite, oltre alle coordinate X,Y e Z del punto
finale della retta, anche le componenti NX, NY e NZ del vettore
normale alla superficie, vedere "Definizione di un vettore normale",
Pagina 483.
Qualora si voglia eseguire un orientamento utensile, questi blocchi
devono contenere anche un vettore normale con le componenti TX,
TY e TZ, che stabilisce l'orientamento utensile, vedere "Definizione
di un vettore normale", Pagina 483.
Il punto finale della retta, le componenti dei vettori normali e le
componenti per l'orientamento utensile devono essere calcolati
mediante un sistema CAM.
Possibilità di impiego
Utilizzo di utensili con dimensioni che non corrispondono a
quelle calcolate dal sistema CAM (correzione tridimensionale
senza definizione dell'orientamento utensile)
Face Milling: correzione della geometria di fresatura nella
direzione dei vettori normali (correzione tridimensionale senza
e con definizione dell'orientamento utensile). La lavorazione
avviene principalmente con la parte frontale dell'utensile
Peripheral Milling: correzione del raggio di fresatura in direzione
normale rispetto alla direzione di movimento e normale rispetto
alla direzione dell'utensile (correzione tridimensionale del raggio
con definizione dell'orientamento utensile). La lavorazione
avviene principalmente con la superficie cilindrica dell'utensile