Correzione raggio utensile, Programmazione: utensili 5.3 correzione utensile – HEIDENHAIN TNC 640 (34059x-05) Manuale d'uso
Pagina 206
Programmazione: utensili
5.3
Correzione utensile
5
206
TNC 640 | Manuale utente
Dialogo con testo in chiaro HEIDENHAIN | 3/2015
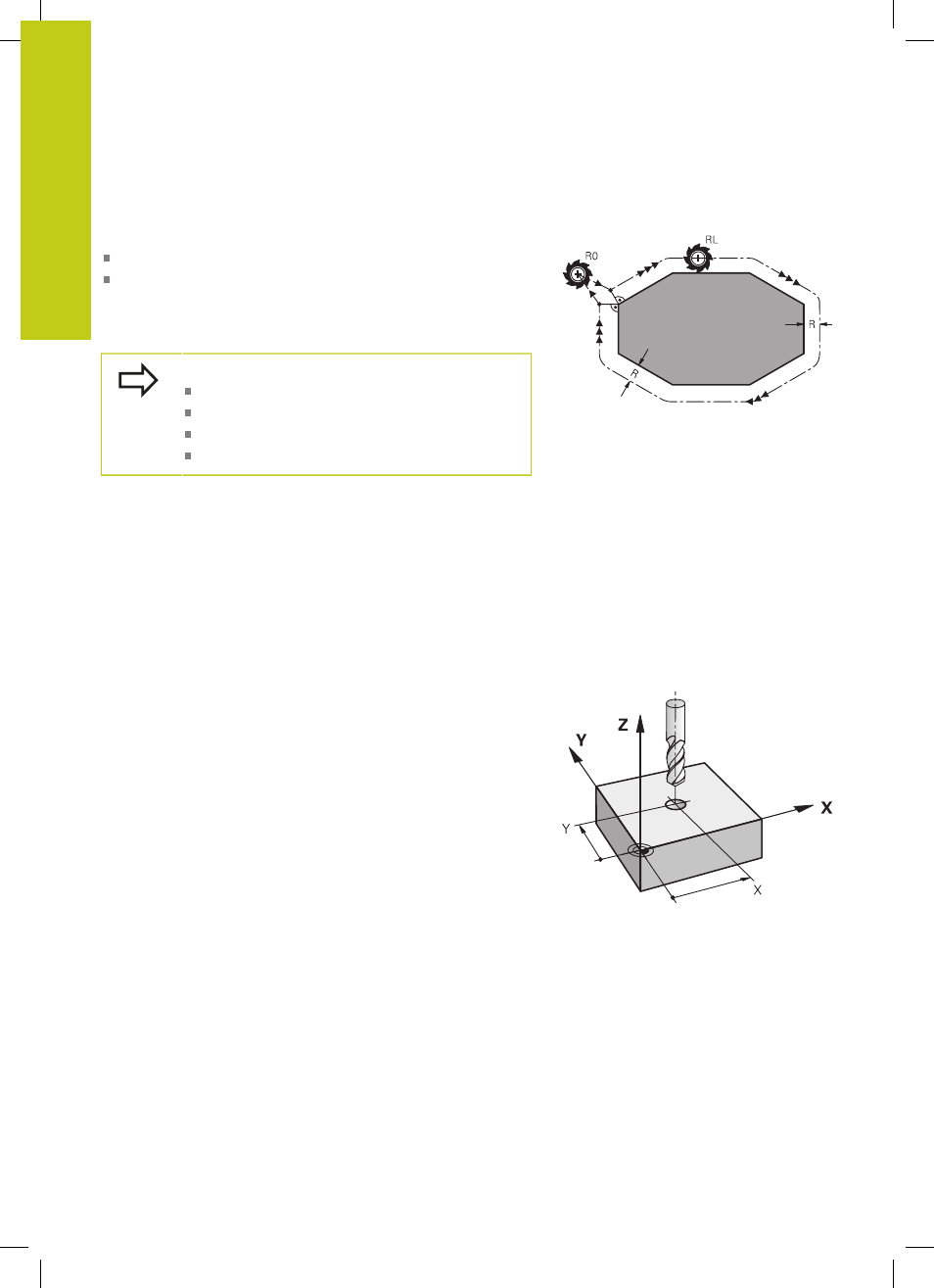
Correzione raggio utensile
Il blocco di programma per la traiettoria utensile contiene:
RL o RR per la correzione del raggio
R0, quando non è richiesta alcuna correzione del raggio
La correzione del raggio si attiva quando un utensile viene chiamato
e spostato nel piano di lavoro con un blocco lineare utilizzando
RLo
RR.
Il TNC annulla la correzione del raggio se:
si programma un blocco lineare con
R0
si esce dal profilo con la funzione
DEP
si programma un
PGM CALL
si seleziona un nuovo programma con
PGM MGT
Per la correzione del raggio il TNC tiene conto dei valori delta sia del
blocco
TOOL CALL che della tabella utensili.
Valore di correzione =
R + DR
TOOL CALL
+
DR
TAB
con
R:
Raggio utensile
R dal blocco TOOL DEF o dalla tabella
utensili
DR
TOOL
CALL
:
Maggiorazione del raggio
DR dal blocco TOOL CALL
DR
TAB
:
Maggiorazione del raggio
DR dalla tabella utensili
Movimenti traiettoria senza correzione raggio: R0
L'utensile si sposta nel piano di lavoro con il proprio centro sulla
traiettoria programmata, cioè sulle coordinate programmate.
Applicazione: foratura, preposizionamento.