Esempio: gruppi di fori – HEIDENHAIN TNC 640 (34059x-05) Manuale d'uso
Pagina 298
Programmazione: sottoprogrammi e ripetizioni di blocchi di programma
8.6
Esempi di programmazione
8
298
TNC 640 | Manuale utente
Dialogo con testo in chiaro HEIDENHAIN | 3/2015
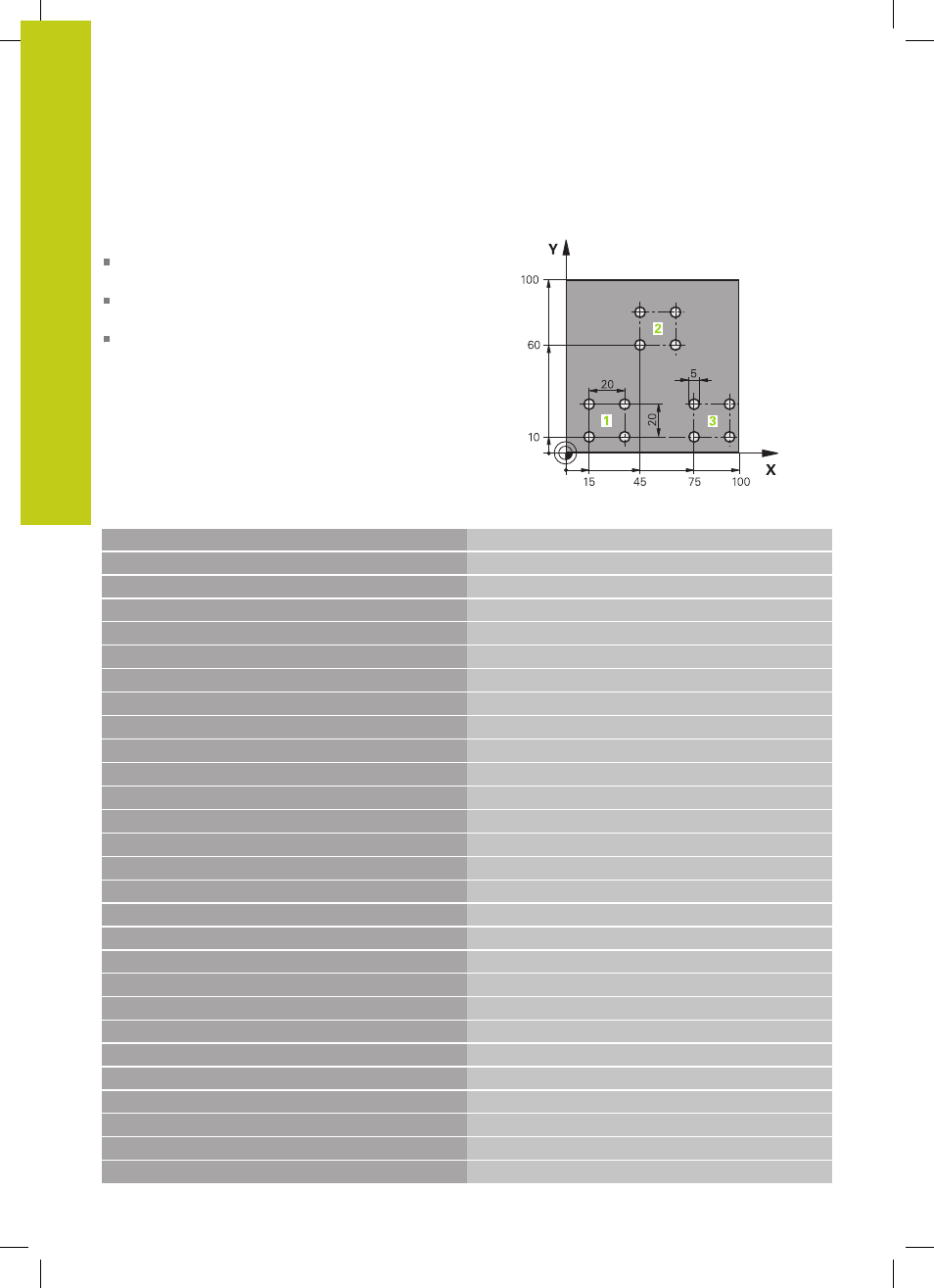
Esempio: gruppi di fori
Esecuzione del programma
Posizionamento sui gruppi di fori nel programma
principale
Chiamata del gruppo di fori (sottoprogramma 1) nel
programma principale
Una sola programmazione del gruppo di fori nel
sottoprogramma 1
0 BEGIN PGM UP1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S5000
Chiamata utensile
4 L Z+250 R0 FMAX
Disimpegno utensile
5 CYCL DEF 200 FORATURA
Definizione del ciclo "Foratura"
Q200=2
;DISTANZA SICUREZZA
Q201=-10
;PROFONDITA
Q206=250
;AVANZ. INCREMENTO
Q202=5
;PROF. INCREMENTO
Q210=0
;TEMPO ATTESA SOPRA
Q203=+0
;COORD. SUPERFICIE
Q204=10
;2. DIST. SICUREZZA
Q211=0.25
;TEMPO ATTESA SOTTO
Q395=0
;RIFERIM. PROFONDITA'
6 L X+15 Y+10 R0 FMAX M3
Posizionamento sul punto di partenza del gruppo di fori 1
7 CALL LBL 1
Chiamata sottoprogramma per gruppo di fori
8 L X+45 Y+60 R0 FMAX
Posizionamento sul punto di partenza del gruppo di fori 2
9 CALL LBL 1
Chiamata sottoprogramma per gruppo di fori
10 L X+75 Y+10 R0 FMAX
Posizionamento sul punto di partenza del gruppo di fori 3
11 CALL LBL 1
Chiamata sottoprogramma per gruppo di fori
12 L Z+250 R0 FMAX M2
Fine programma principale
13 LBL 1
Inizio sottoprogramma 1: gruppo di fori
14 CYCL CALL
Foro 1
15 L IX+20 R0 FMAX M99
Posizionamento sul foro 2, chiamata ciclo
16 L IY+20 R0 FMAX M99
Posizionamento sul foro 3, chiamata ciclo
17 L IX-20 R0 FMAX M99
Posizionamento sul foro 4, chiamata ciclo
18 LBL 0
Fine sottoprogramma 1