2 apertura e inserimento di programmi, Apertura e inserimento di programmi, Apertura e inserimento di programmi 3.2 – HEIDENHAIN TNC 640 (34059x-05) Manuale d'uso
Pagina 103
Apertura e inserimento di programmi
3.2
3
TNC 640 | Manuale utente
Dialogo con testo in chiaro HEIDENHAIN | 3/2015
103
3.2
Apertura e inserimento di programmi
Configurazione di un programma NC nel formato
testo in chiaro HEIDENHAIN
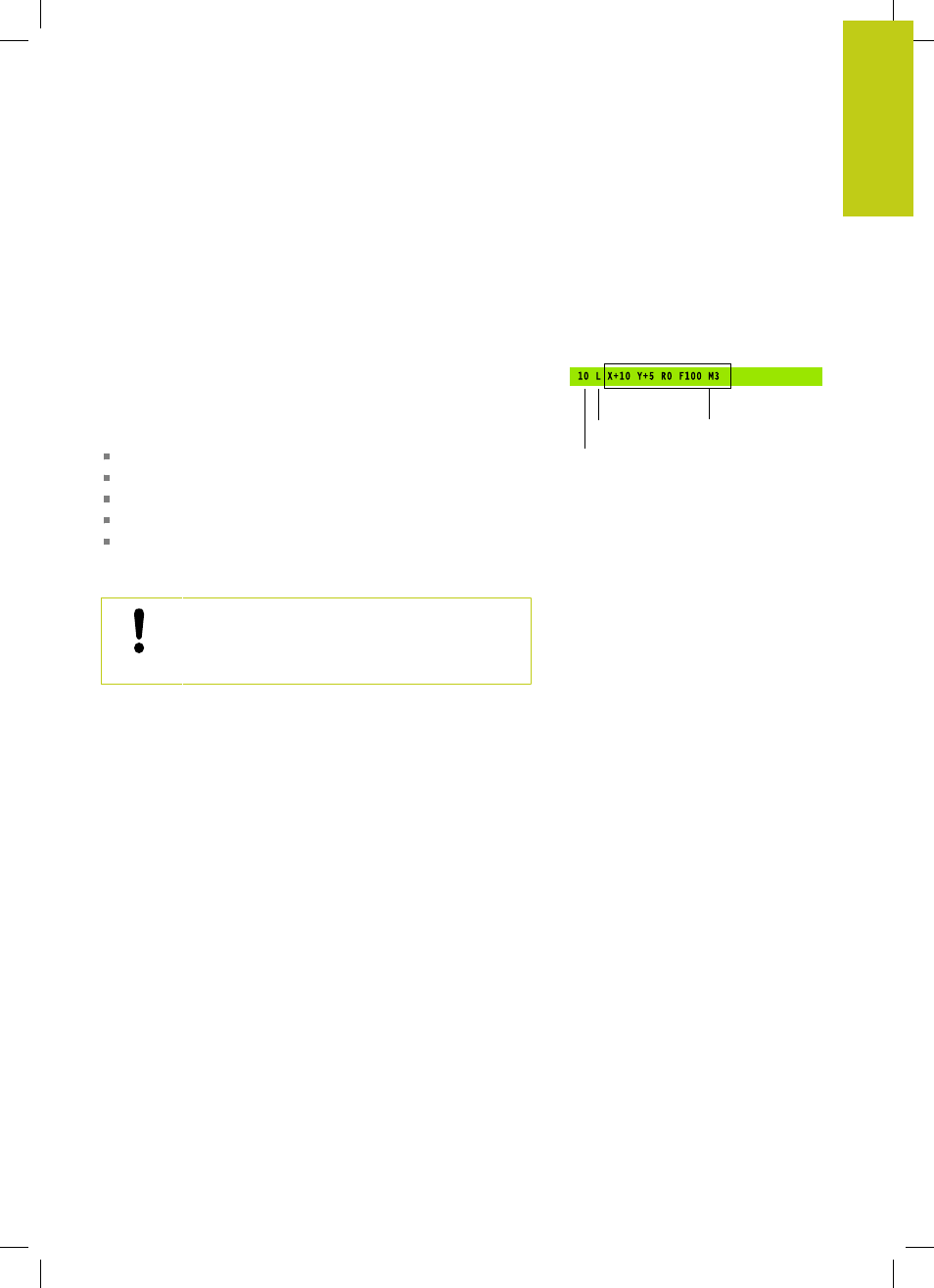
Un programma di lavorazione è composto da una serie di blocchi
programma. La figura a destra mostra i singoli elementi di un
blocco.
Il TNC numera i blocchi dei programmi di lavorazione in ordine
crescente.
Il primo blocco di un programma è identificato dall’istruzione
BEGIN
PGM, dal nome del programma e dall’unità di misura utilizzata.
I blocchi successivi contengono i dati relativi a:
pezzo grezzo
chiamate utensili
avvicinamento a una posizione di sicurezza
avanzamenti e numeri di giri
traiettorie, cicli e altre funzioni.
L’ultimo blocco di un programma è identificato dall’istruzione
END
PGM, dal nome del programma e dall’unità di misura utilizzata.
Dopo una chiamata utensile, HEIDENHAIN
raccomanda di raggiungere sempre una posizione di
sicurezza da cui il TNC può eseguire senza collisioni il
posizionamento per la lavorazione.
Block number
Path functions
Words
Block