Esempio: sfera convessa con fresa a candela, Esempi di programmazione 9.13 – HEIDENHAIN TNC 640 (34059x-05) Manuale d'uso
Pagina 371
Esempi di programmazione 9.13
9
TNC 640 | Manuale utente
Dialogo con testo in chiaro HEIDENHAIN | 3/2015
371
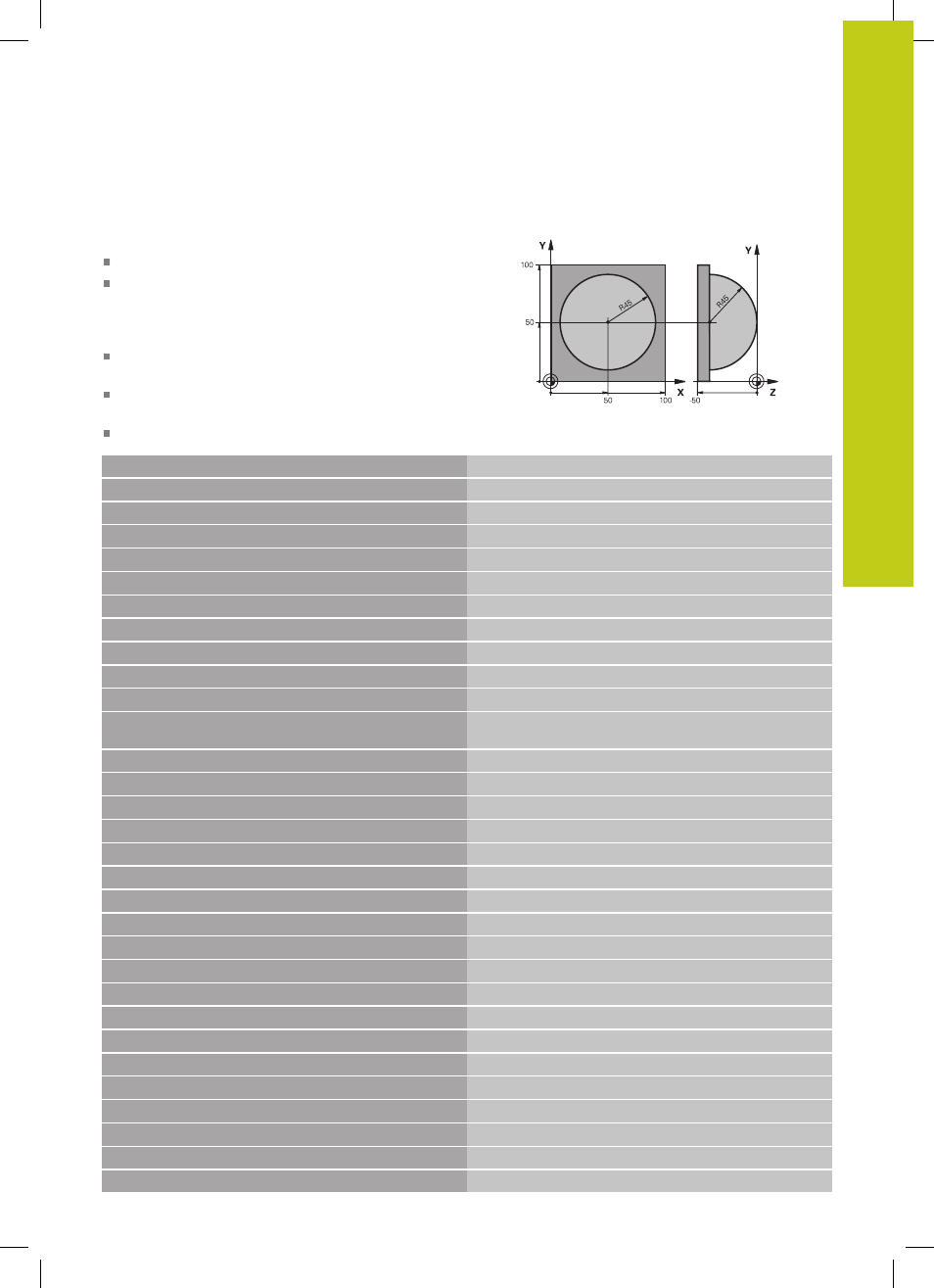
Esempio: sfera convessa con fresa a candela
Esecuzione del programma
Il programma funziona solo con una fresa a candela
Il profilo della sfera viene programmato con tante
piccole rette (piano Z/X, definibili mediante Q14).
Quanto più piccoli sono i passi angolari, tanto più
liscio risulterà il profilo
Il numero dei passate di profilo viene determinato
mediante il passo angolare nel piano (mediante Q18)
La sfera verrà lavorata con passata 3D dal basso verso
l'alto
Il raggio dell'utensile viene corretto automaticamente
0 BEGIN PGM SFERA MM
1 FN 0: Q1 = +50
Centro asse X
2 FN 0: Q2 = +50
Centro asse Y
3 FN 0: Q4 = +90
Angolo di partenza solido (piano Z/X)
4 FN 0: Q5 =+0
Angolo finale solido (piano Z/X)
5 FN 0: Q14 = +5
Passo angolare nello spazio
6 FN 0: Q6 = +45
Raggio della sfera
7 FN 0: Q8 = +0
Angolo di partenza rotazione nel piano X/Y
8 FN 0: Q9 = +360
Angolo finale rotazione nel piano X/Y
9 FN 0: Q18 = +10
Passo angolare nel piano X/Y per la sgrossatura
10 FN 0: Q10 =+5
Maggiorazione raggio sfera per la sgrossatura
11 FN 0: Q11 = +2
Distanza di sicurezza per preposizionamento nell'asse
mandrino
12 FN 0: Q12 = +350
Avanzamento di fresatura
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Definizione pezzo grezzo
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Chiamata utensile
16 L Z+250 R0 FMAX
Disimpegno utensile
17 CALL LBL 10
Chiamata lavorazione
18 FN 0: Q10 =+0
Azzeramento della maggiorazione
19 FN 0: Q18 = +5
Passo angolare nel piano X/Y per la finitura
20 CALL LBL 10
Chiamata lavorazione
21 L Z+100 R0 FMAX M2
Disimpegno utensile, fine programma
22 LBL 10
Sottoprogramma 10: lavorazione
23 FN 1: Q23 = +Q11 + +Q6
Calcolo della coordinata Z per il preposizionamento
24 FN 0: Q24 = +Q4
Copia dell'angolo di partenza solido (piano Z/X)
25 FN 1: Q26 = +Q6 + +Q108
Correzione del raggio della sfera per il preposizionamento
26 FN 0: Q28 = +Q8
Copia della posizione di rotazione nel piano
27 FN 1: Q16 = +Q6 + -Q10
Calcolo della maggiorazione per il raggio della sfera
28 CYCL DEF 7.0 ORIGINE
Spostamento dell'origine al centro della sfera
29 CYCL DEF 7.1 X+Q1
30 CYCL DEF 7.2 Y+Q2