Aria, Acciaio al carbonio, 75 mm sotto l’acqua solo sopra l’acqua – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuale d'uso
Pagina 96: Funzionamento, 200 amp. – plasma ad o, Protezione ad aria
FUNZIONAMENTO
23
HySpeed HT2000
Manuale di istruzioni
6-15
Acciaio al carbonio
200 amp. – Plasma ad O
2
/ protezione ad Aria
Questa combinazione di gas offre un’eccellente velocità di taglio, una minima formazione di bava, una minima
nitrurazione della superficie ed un’eccellente saldabilità.
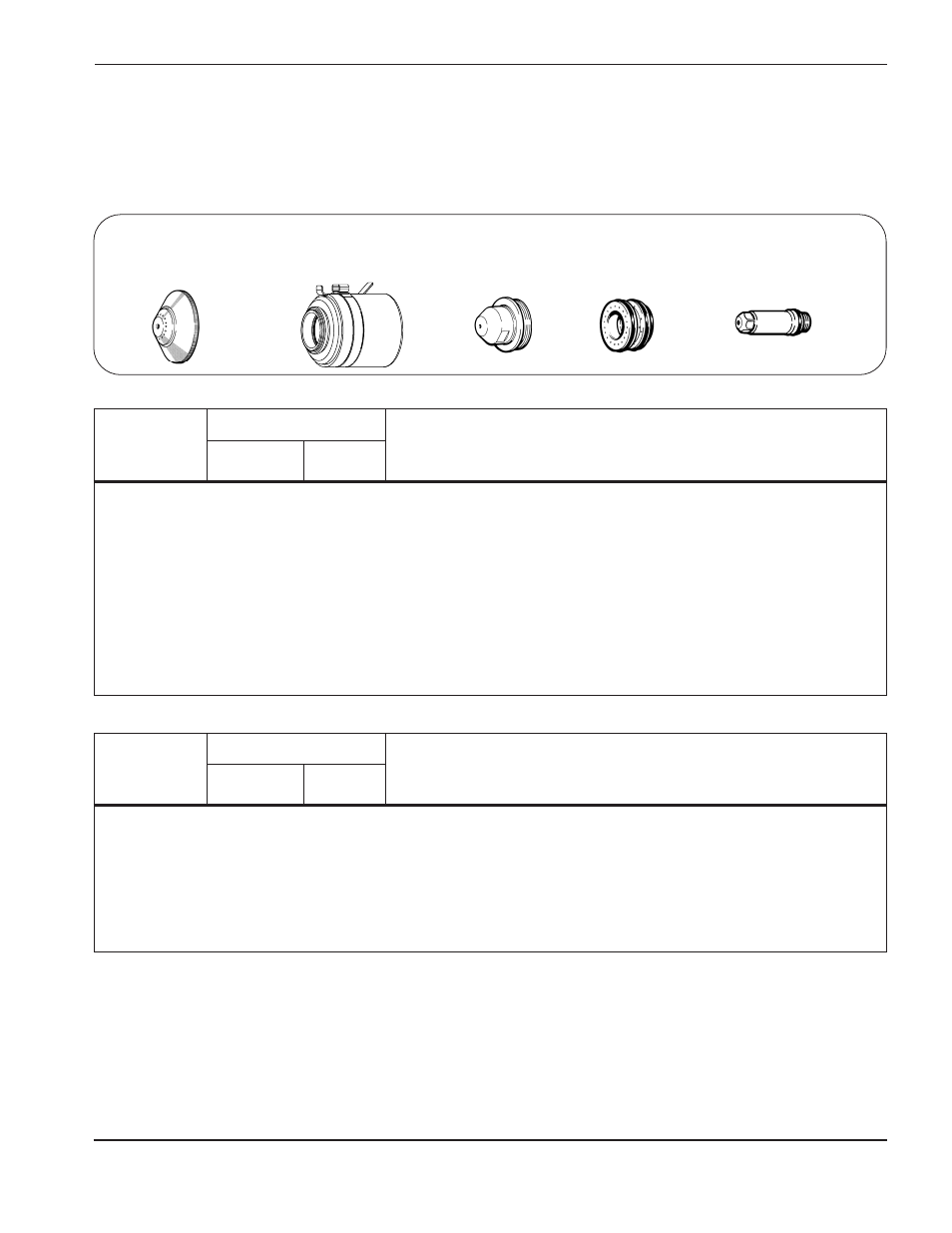
120667 (standard)
Elettrodo
220084 (opzionale)
SilverPlus elettrodo
+
020605
Ugello
120837 (orario)
120838 (antiorario)
Cappuccio di tenuta
020424
Protezione
120833* (orario)
120834 (antiorario)
Anello diffusore
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% O
2
% N
2
)
(% O
2
% N
2
)
(Aria) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% O
2
% N
2
)
(% O
2
% N
2
)
(Aria) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
4
"
6 mm
12
38
64
0
60/4
3
6
120
4060
0,5
0,315"
8 mm
3
6
125
3000
0,5
3
⁄
8
"
10 mm
7/24
37
130
3
6
125
2540
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
4
8
125
2030
2,0
5
⁄
8
"
15 mm
4
8
130
1780
2,0
3
⁄
4
"
20 mm
5
10
135
1400
2,5
7
⁄
8
"
22 mm
6
12
135
1140
2,5
1"
25 mm
6
12
140
890
2,5
1
1
⁄
4
"
32 mm
6
12
150
560
1
1
⁄
2
"
38 mm
6
12
155
380
1
3
⁄
4
"
44 mm
8
15
165
250
2"
50 mm
8
15
170
180
Nota:
Impostare la pressione di ingresso del ossigeno gas di plasma a 8,3 bar.
Impostare la pressione di ingresso del azoto gas di plasma a 8,3 bar.
Impostare la pressione di ingresso del gas di protezione a 6,2 bar.
Il taglio continuativo di spessori superiori a 25 mm non è raccomandato.
Nel tagliare del materiale dallo spessore superiore a 38 mm, sul fondo del taglio rimarrà un settore piccolissimo ancora intatto, il che
impedirà il distacco della parte per effetto del suo stesso peso.
*Use 020679 swirl ring in place of 020678 swirl ring to obtain smoother cut edges on material 6 mm to 8 mm thick, but expect a 30-40%
decrease in electrode life.
+ La tecnologia SilverPlus garantisce, nella maggior parte delle applicazioni, una maggior durata dell’elettrodo agli utenti che
utilizzano cicli di lavoro elevati. L’elettrodo di afnio può usurarsi fino ad una profondità doppia rispetto ad un elettrodo
completamente di rame (120667). Nel corso della vita dell’elettrodo, potrebbe essere necessario incrementare la tensione
dell’arco di 5-10 V per mantenere i parametri di taglio corretti.
1
⁄
4
"
6 mm
12
38
64
0
70/4,8
3
6
125
3700
0,5
.315"
8 mm
3
6
125
2800
0,5
3
⁄
8
"
10 mm
7/24
37
130
3
6
130
2000
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
130
1800
2,0
5
⁄
8
"
15 mm
4
8
135
1500
2,0
3
⁄
4
"
20 mm
5
10
140
1200
2,5
7
⁄
8
"
22 mm
6
12
140
950
3,0
1"
25 mm
6
12
145
680
3,0
75 mm sotto l’acqua
Solo sopra l’acqua