H35 / n, Solo sopra l’acqua acciaio inox, Funzionamento – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuale d'uso
Pagina 105: 200 amp. – plasma ad ar-h / protezione ad n, Necessario il collettore all’argon-idrogeno
FUNZIONAMENTO
23
6-24
HySpeed HT2000
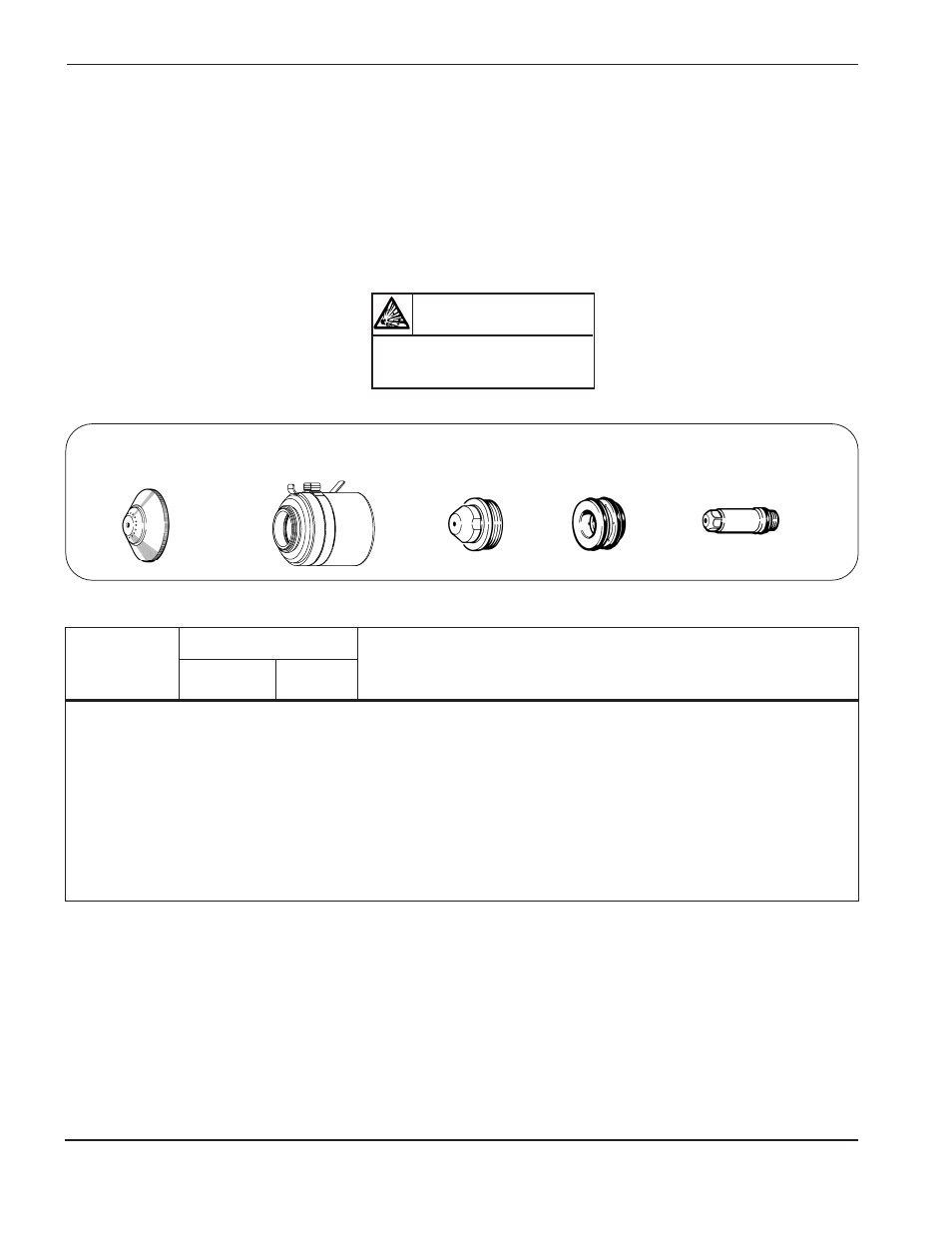
Manuale di istruzioni
020602
Protezione
120837
Cappuccio di tenuta
020608
Ugello
020607
Anello diffusore
020415
Elettrodo
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% H35)
(% H35)
(N
2
) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
4
"
6 mm
25
25
60/4
5
10
135
1600
1,0
3
⁄
8
"
10 mm
5
10
140
1300
1,0
1
⁄
2
"
12 mm
42
42
130
5
10
140
1100
2,0
5
⁄
8
"
15 mm
l/min
l/min
l/min
6
12
145
940
2,0
3
⁄
4
"
20 mm
6
12
150
810
2,5
7
⁄
8
"
22 mm
8
16
155
690
2,5
1"
25 mm
8
16
155
560
1
1
⁄
4
"
32 mm
8
16
165
400
1
1
⁄
2
"
38 mm
8
16
170
280
1
3
⁄
4
"
44 mm
8
16
180
200
2"
50 mm
8
16
185
150
*Consultare la sezione 7 per l’installazione ed il funzionamento del collettore all’argon-idrogeno.
Note:
Impostare la pressione di ingresso del argon-idrogeno gas di plasma a 8,3 bar.
Impostare la pressione di ingresso del azoto gas di protezione a 6,2 bar.
Il taglio continuativo di spessori superiori a 22 mm non è raccomandato.
Nel tagliare del materiale dallo spessore superiore a 38 mm, sul fondo del taglio rimarrà un settore piccolissimo ancora
intatto, il che impedirà il distacco della parte per effetto del suo stesso peso.
Solo sopra l’acqua
Acciaio inox
200 amp. – Plasma ad Ar-H / protezione ad N
2
Necessario il collettore all’argon-idrogeno*
Questa combinazione di gas (la Hypertherm raccomanda una miscela costituita al 65% di argon ed al 35% di
idrogeno per il gas di plasma) offre la massima capacità di taglio spessore, minimi livelli di formazione di bava,
minima contaminazione della superficie, un’eccellente saldabilità ed un’eccellente qualità di taglio su spessori
superiori a 12mm. Su spessori inferiori a 12mm, potrebbe verificarsi un’eccessiva formazione di bava. Questa
combinazione di gas prolungherà la durata dell’elettrodo.
AVVERTENZ
Non usare la cuffia d’acqua
quando il taglio viene praticato
con l’argon-idrogeno !