Aria, Ricambi torcia per taglio inclinato – ferro dolce, Solo sopra l’acqua – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuale d'uso
Pagina 116: Funzionamento, 200 amp. – plasma ad o, Protezione ad aria
FUNZIONAMENTO
23
HySpeed HT2000
Manuale di istruzioni
6-35
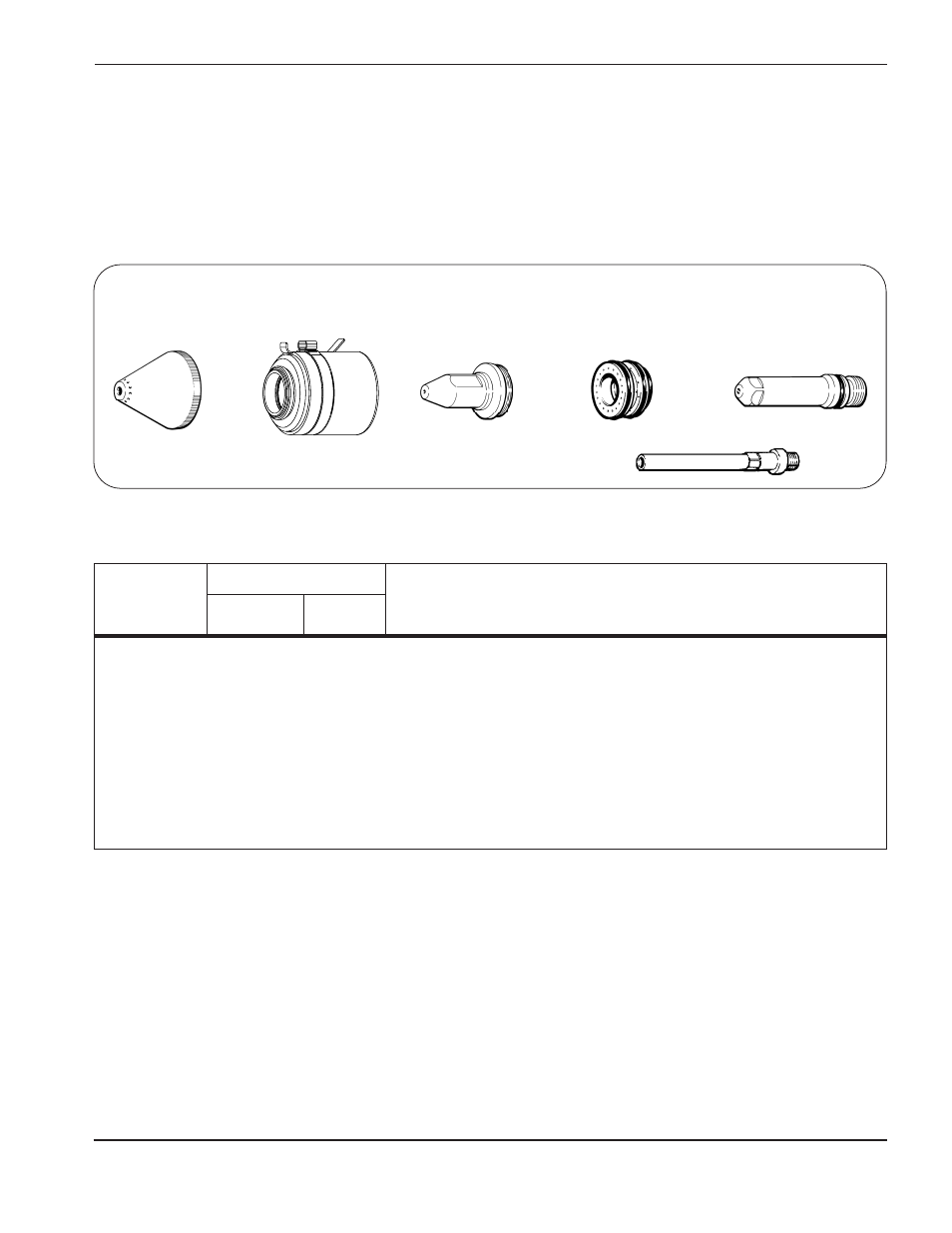
120833
(orario)
120834
(antiorario)
Anello diffusore
120258
Elettrodo
120257
Tubo dell’acqua
120259
Ugello
120837
(orario)
120838
(antiorario)
Cappuccio di tenuta
120260
Protezione
% della portata
Pressione
Distanza Altezza
di
Impostazione
Ritardo
del gas di plasma
gas di
tra torcia
sfondamento
tensione
Velocità
movimento
Spessore
Preflusso
Azionamento
protezione
e lamiera
iniziale torcia
d’arco
di taglio
approssimativo
del materiale
(% O
2
% N
2
)
(% O
2
% N
2
)
(Aria) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
4
"
6 mm
12
38
64
0
60/4
3
6
115
4060
0,5
.315"
8 mm
3
6
120
3000
0,5
3
⁄
8
"
10 mm
7
24
37
130
3
6
120
2540
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
4
8
120
2030
2,0
5
⁄
8
"
15 mm
4
8
125
1780
2,0
3
⁄
4
"
20 mm
5
10
130
1400
2,5
7
⁄
8
"
22 mm
6
12
135
1140
2,5
1"
25 mm
6
12
135
890
2,5
1
1
⁄
4
"
32 mm
6
12
140
560
1
1
⁄
2
"
38 mm
6
12
150
380
1
3
⁄
4
"
44 mm
8
16
160
250
2"
50 mm
8
16
170
180
Ricambi torcia per taglio inclinato – Ferro Dolce
200 amp. – Plasma ad O
2
/ protezione ad Aria
Note:
Impostare la pressione di ingresso del ossigeno gas di plasma a 8,3 bar.
Impostare la pressione di ingresso del azoto gas di plasma a 8,3 bar.
Impostare la pressione di ingresso del gas di protezione a 6,2 bar.
Il taglio continuativo di spessori superiori a 25 mm non è raccomandato.
I tagli inclinati devono essere fatti ad un angolo compreso tra 45° e 90° rispetto alla superficie della lamiera.
Solo sopra l’acqua