Regolazione dei gas di preflusso -10, Regolazione dei gas di preflusso, Funzionamento – Hypertherm HySpeed HT2000 Plasma Arc Cutting System Rev.24 Manuale d'uso
Pagina 91
Inserimento dell’alimentazione elettrica e regolazione della
tensione/corrente
7. ACCENDERE l’interruttore generale. Impostare l’interruttore principale
dell’alimentatore nella posizione di accensione, ON. Consultare Indicatori di
stato prima dell’avviamento, in questa sezione.
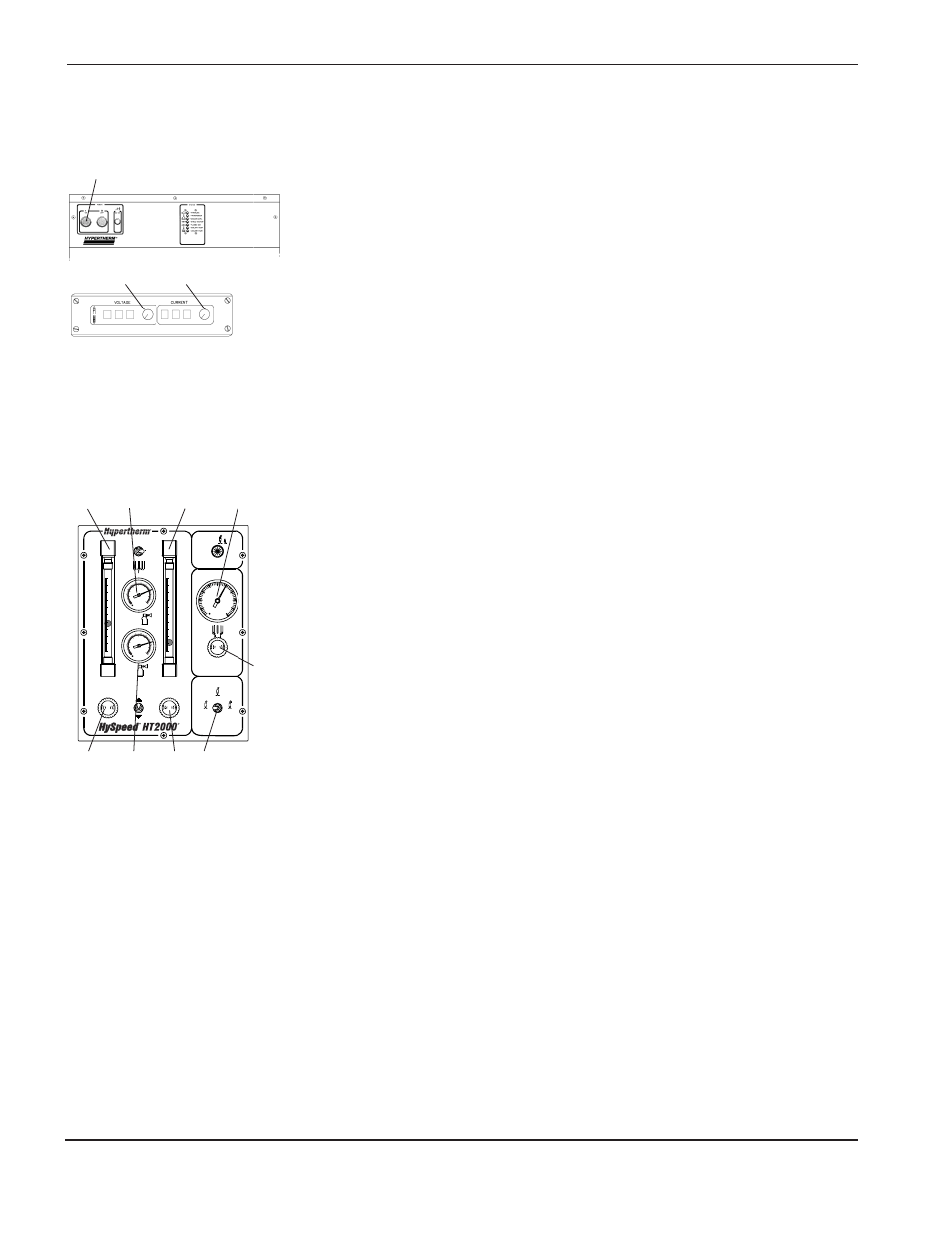
8. Accendere l’alimentazione elettrica premendo il pulsante di ACCENSIONE
ALIMENTAZIONE (1) (PB1) presente sull’alimentatore dell’HT2000.
Assicurarsi che la spia luminosa di colore verde di ACCENSIONE
ALIMENTAZIONE si illumini. Mantenere premuto PB1 fino a che tutti gli
indicatori di stato si spengono. Se la spia di ACCENSIONE
ALIMENTAZIONE non si illumina, consultare il manuale di installazione per
la corretta impostazione.
9. Impostare la TENSIONE e la CORRENTE sul modulo DR V/C. Selezionare
la corrente d’arco e la tensione d’arco in base alle Tabelle di Taglio per il tipo
e lo spessore del metallo da sottoporre al taglio di test.
Regolazione dei gas di preflusso
10. Impostare S2 sulla consolle del gas su Test Preflusso. Verificare che
entrambi i manometri del gas di plasma (PG1, PG2) sulla consolle del gas
indichino 8,2 bar.
11. Osservare i flussometri dell’ossigeno (FM2) e/o dell’azoto-aria (FM1) ed
impostare la percentuale della portata del gas di plasma di Preflusso
facendo riferimento alle Tabelle di Taglio e ruotando le manopole di
regolazione del flussometro di preflusso dell’azoto-aria (MV2) e/o
dell’ossigeno (MV3).
12. Osservare il manometro del gas di protezione (PG3) sulla consolle del gas
ed impostarlo secondo le specifiche della Tabella di Taglio ruotando la
manopola di regolazione del gas di protezione (MV4).
Nota:
Se sono stati sostituti i consumablili od il sistema è rimasto
spento per più de un’ora, spurgare i condotti del gas facendo
funzionare il sistema nella modalità Provo preflusso per un
minuto.
FUNZIONAMENTO
5/7/98
6-10
HySpeed HT2000
Manuale di istruzioni
PLASMA
N
2
/Air
O
2
SHIELD
N
2
/Air
psi
psi
psi
DC
N
2
/Air
O
2
O
2
PLASMA
Cut Flow
PreFlow
PreFlow
Run
10
9
8
7
6
5
4
3
2
1
0
10
9
8
7
6
5
4
3
2
1
0
Test
Preflow
Test
Cutflow
PB1
FM1
FM2
MV2
MV3
MV4
S2
TENSIONE
CORRENTE
PG1
PG3
PG2