Lavorazione speculare (ciclo g28), Pag. 467, 9 cicli per la con v ersione di coor dinat e – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuale d'uso
Pagina 467
HEIDENHAIN iTNC 530
467
8.9 Cicli per la con
v
ersione di coor
dinat
e
LAVORAZIONE SPECULARE (Ciclo G28)
Con questo ciclo il TNC consente l'esecuzione speculare di una
lavorazione nel piano di lavoro.
Attivazione
La specularità si attiva con la sua definizione nel programma. Essa è
attiva anche nel modo operativo Posizionamento con inserimento
manuale. Il TNC visualizza gli assi speculari attivi nella visualizzazione
di stato supplementare.
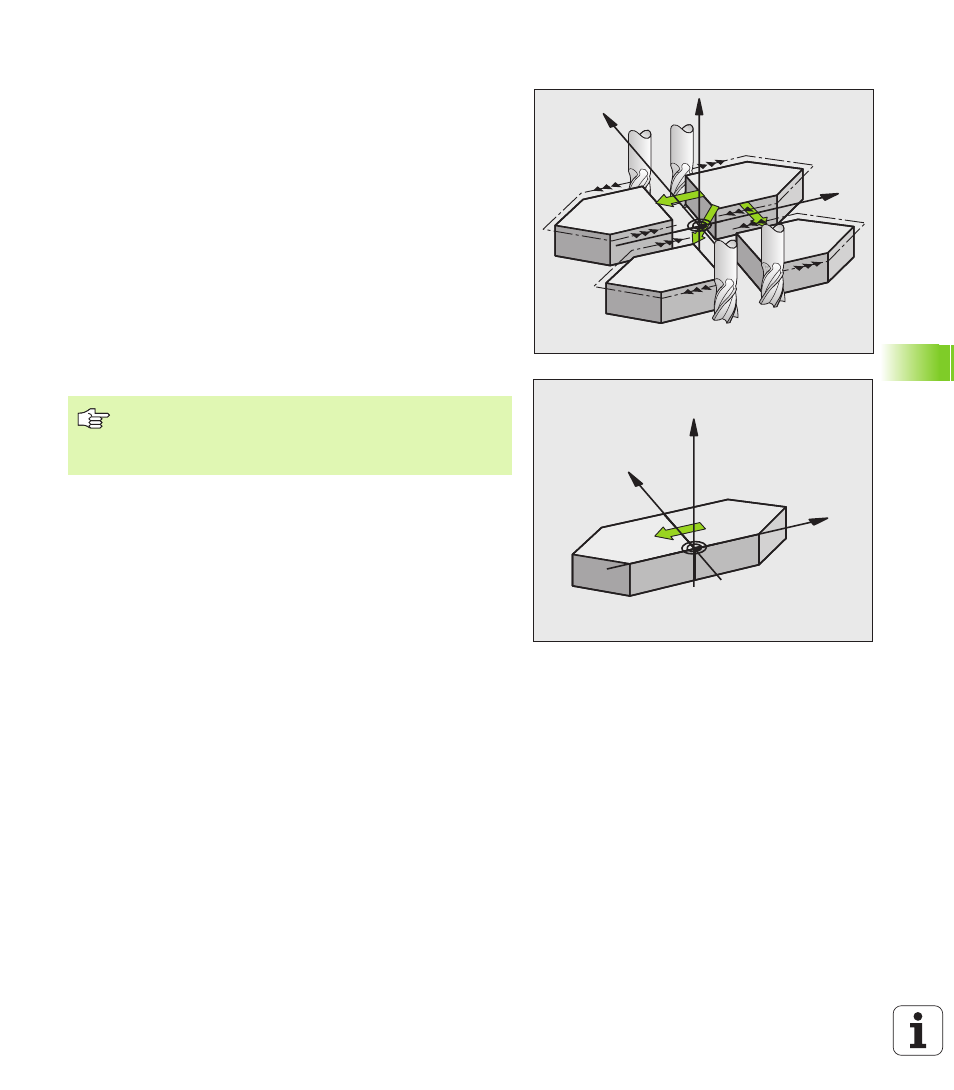
Ribaltando un solo asse, cambia il senso di rotazione dell'utensile.
Questo non vale per i cicli di lavorazione
Ribaltando due assi, il senso di rotazione rimane invariato.
Il risultato della specularità dipende dalla posizione dell'origine:
Origine sul profilo da ribaltare: l'elemento verrà ribaltato
direttamente intorno all'origine
L'origine si trova all'esterno del profilo da ribaltare: l'elemento verrà
anche spostato
Y
X
Z
Y
X
Z
Ribaltando un solo asse nei cicli di fresatura con numeri
200 cambia la direzione della lavorazione. Eccezione: il
ciclo 208, in cui la direzione di lavorazione definita nel ciclo
rimane inalterata.