HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuale d'uso
Pagina 359
HEIDENHAIN iTNC 530
359
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
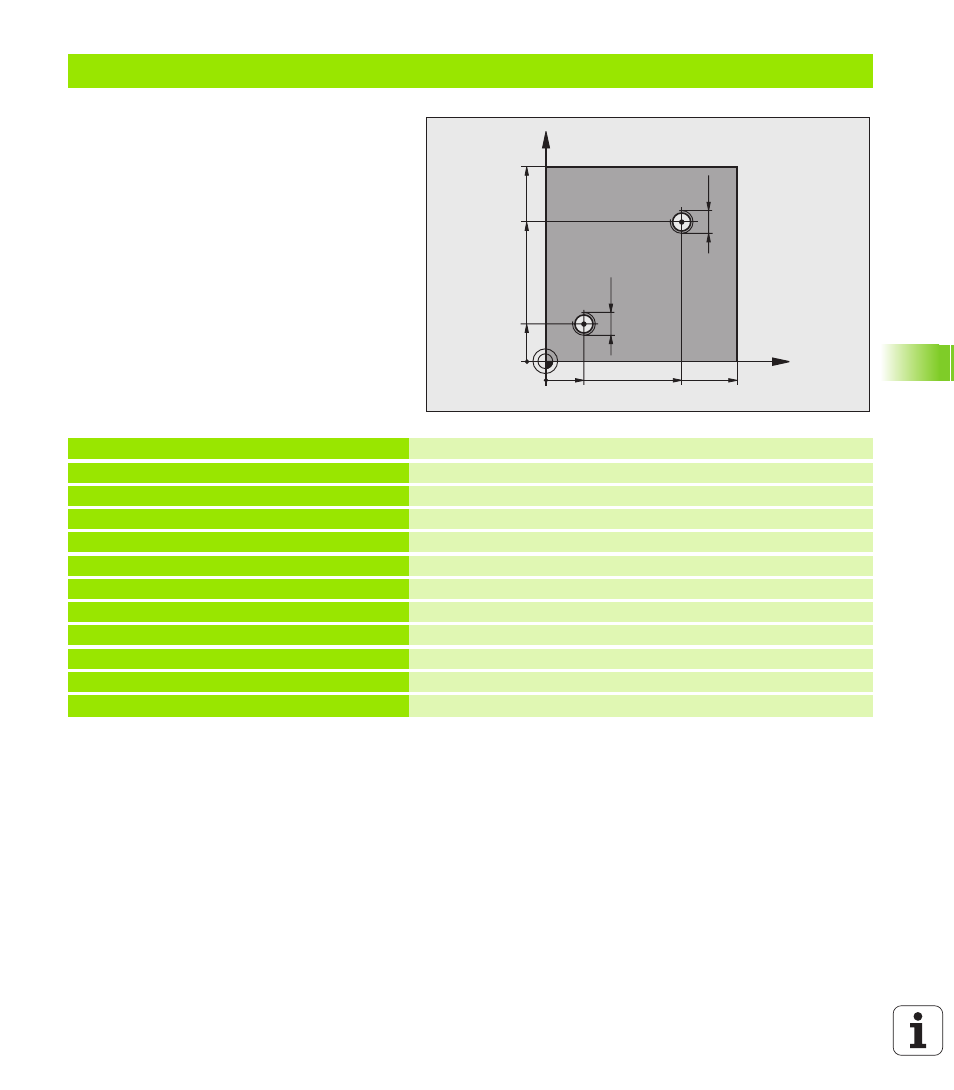
Esempio: cicli di foratura
Esecuzione del programma
Programmare il ciclo di foratura nel programma
principale
Programmare la lavorazione nel
sottoprogramma, vedere "Sottoprogrammi",
pag. 515
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definizione pezzo grezzo
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Definizione utensile
N40 T1 G17 S4500 *
Chiamata utensile
N50 G00 G40 G90 Z+250 *
Disimpegno utensile
N60 G86 P01 +30 P02 -1,75 *
Definizione del ciclo filettatura
N70 X+20 Y+20 *
Posizionamento sul foro 1
N80 L1,0 *
Chiamata sottoprogramma 1
N90 X+70 Y+70 *
Posizionamento sul foro 2
N100 L1,0 *
Chiamata sottoprogramma 1
N110 G00 Z+250 M2 *
Disimpegno utensile, fine programma principale
X
Y
20
20
100
100
70
70
M1
2
M1
2