HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuale d'uso
Pagina 366
366
8 Programmazione: Cicli
8.4 Cicli per la fr
esat
ur
a di tasc
he, isole e scanalat
ur
e
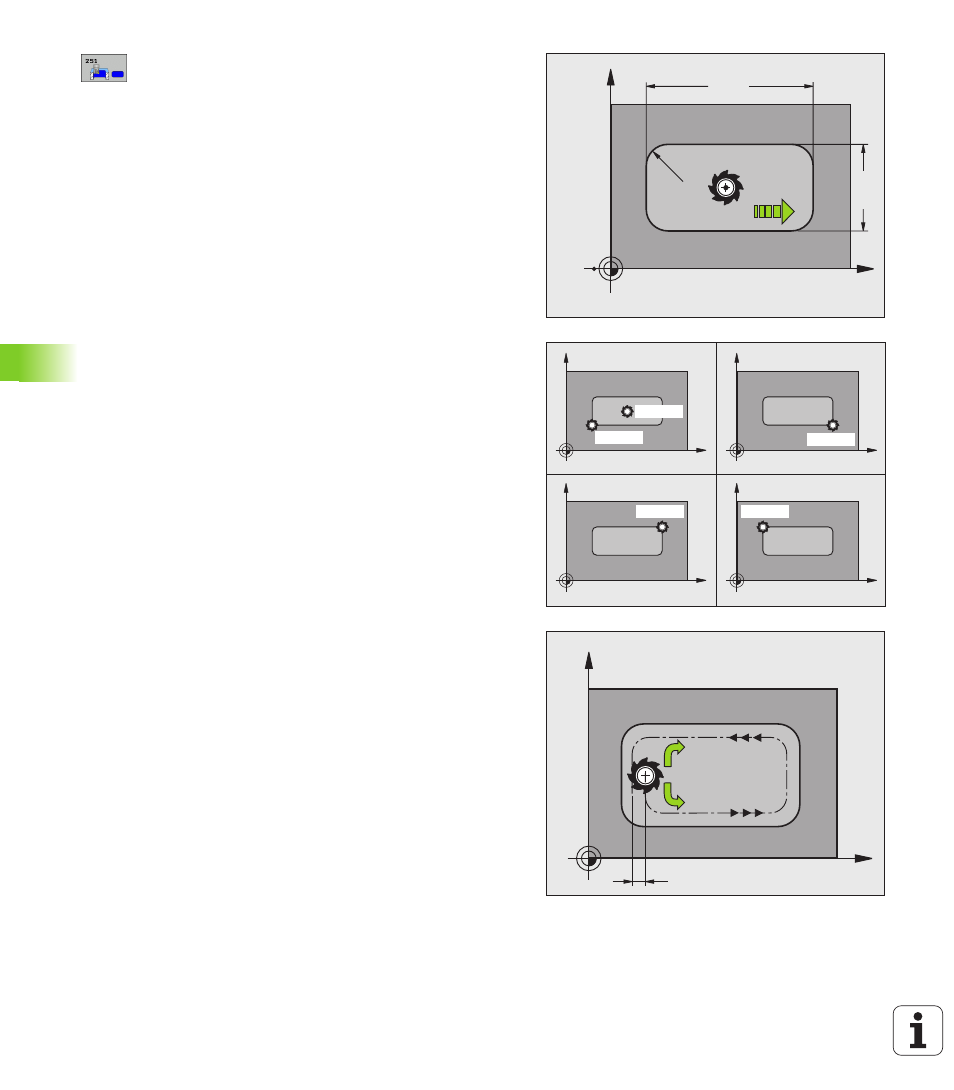
Tipo di lavorazione (0/1/2)
Q215: definizione del
tipo di lavorazione:
0: Sgrossatura e finitura
1: Solo sgrossatura
2: Solo finitura
La finitura laterale e la finitura del fondo vengono
eseguite solo se è definito il rispettivo sovrametallo
per finitura (Q368, Q369)
LUNGHEZZA 1º LATO
Q218 (in valore incrementale):
lunghezza della tasca, parallela all'asse principale del
piano di lavoro
LUNGHEZZA 2º LATO
Q219 (in valore incrementale):
lunghezza della tasca, parallela all'asse secondario del
piano di lavoro
RAGGIO DELL’ANGOLO
Q220: raggio dell’ang. della
tasca. Se non è stato inserito, il TNC considera il
RAGGIO DELL'ANGOLO uguale al raggio
dell'utensile
QUOTA DI FINITURA LATERALE
Q368 (incrementale):
sovrametallo di finitura nel piano di lavoro
Rotazione
Q224 (in valore assoluto): angolo con cui
tutta la tasca viene ruotata. Il centro di rotazione si
trova nella posizione in cui si trova l’utensile al
momento della chiamata del ciclo
POSIZIONE TASCA
Q367: posizione della tasca riferita
alla posizione dell'utensile al momento della chiamata
del ciclo (vedere figura al centro a destra):
0: posizione utensile = centro tasca
1: posizione utensile = spigolo inferiore sinistro
2: posizione utensile = spigolo inferiore destro
3: posizione utensile = spigolo superiore destro
4: posizione utensile = spigolo superiore sinistro
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell’utensile durante la fresatura in mm/
min
TIPO DI FRESATURA
Q351: tipo della lavorazione di
fresatura con M03:
+1 = concorde
–1 = discorde
X
Y
Q21
9
Q218
Q207
Q220
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= +1
Q351= 1