3 cor rezione ut ensile – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuale d'uso
Pagina 211
HEIDENHAIN iTNC 530
211
5.3 Cor
rezione ut
ensile
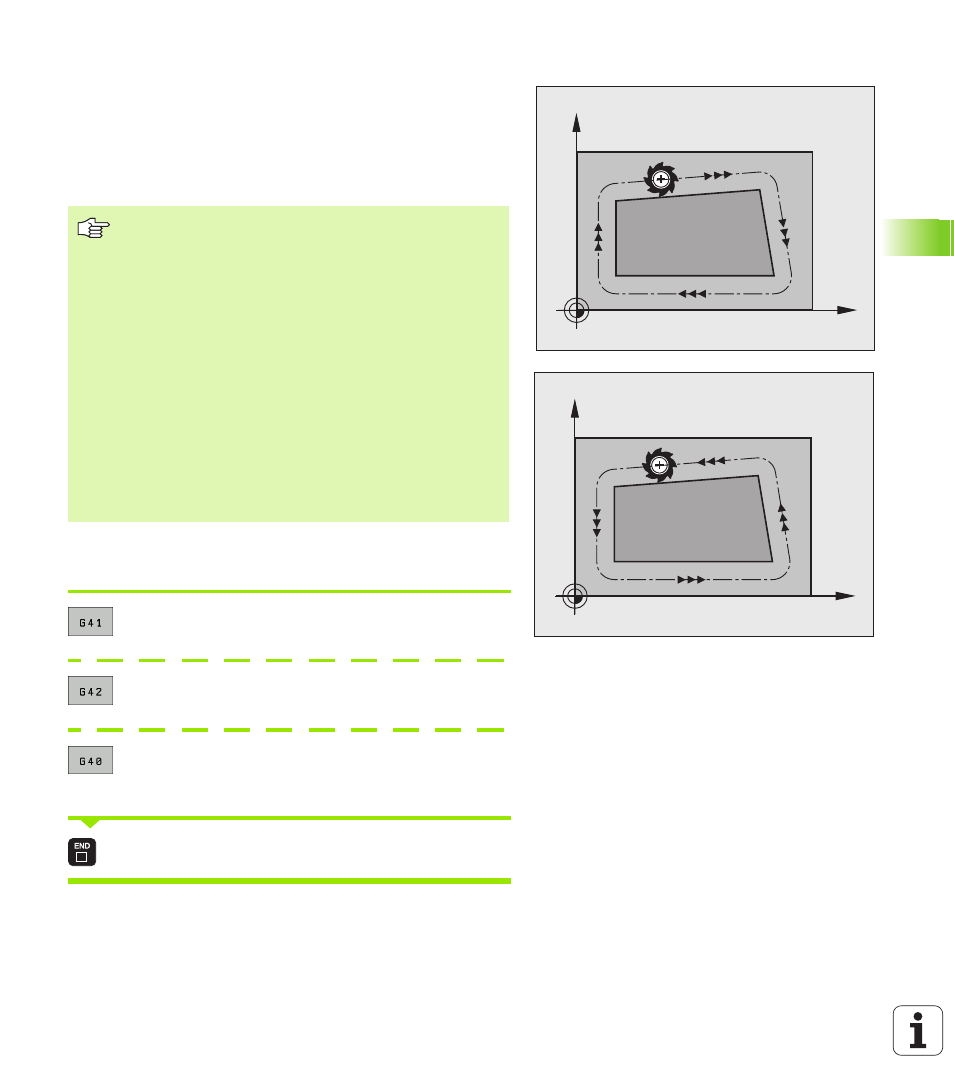
Traiettorie con correzione del raggio: G42 e G41
Il centro dell'utensile si muove alla distanza del proprio raggio dal
profilo programmato: "a destra" e "a sinistra" indica la posizione
dell'utensile in direzione di spostamento lungo il profilo del pezzo.
Vedere figure a destra.
Inserimento della correzione del raggio
La correzione raggio si imposta in un blocco G01:
Traiettoria utensile a sinistra del profilo programmato:
selezionare la funzione G41 oppure
Traiettoria utensile a destra del profilo programmato:
selezionare la funzione G42 oppure
Traiettoria utensile senza correzione del raggio o
disattivazione della correzione: selezionare la funzione
G40
Conclusione del blocco: premere END
X
Y
G41
X
Y
G42
G42
L'utensile trasla a destra del profilo
G41
L'utensile trasla a sinistra del profilo
Tra due blocchi di programma con differente correzione
raggio G42 e G41 è perlomeno necessario un blocco di
traslazione nel piano di lavoro senza correzione raggio
(ossia con G40).
La correzione raggio è attiva alla fine del blocco in cui è
stata programmata per la prima volta.
È possibile attivare la correzione del raggio anche per assi
ausiliari del piano di lavoro. Occorre programmare gli assi
ausiliari anche in ciascun blocco successivo, altrimenti il
TNC torna ad eseguire la compensazione del raggio
secondo l'asse principale.
Al primo blocco con correzione del raggio G42/G41 e alla
disattivazione con G40 il TNC posiziona l'utensile sempre
perpendicolarmente al punto di partenza o al punto finale
programmati. Posizionare l'utensile prima del primo punto
del profilo o dopo l'ultimo punto del profilo, in modo da
non danneggiare il profilo.