HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuale d'uso
Pagina 336
336
8 Programmazione: Cicli
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
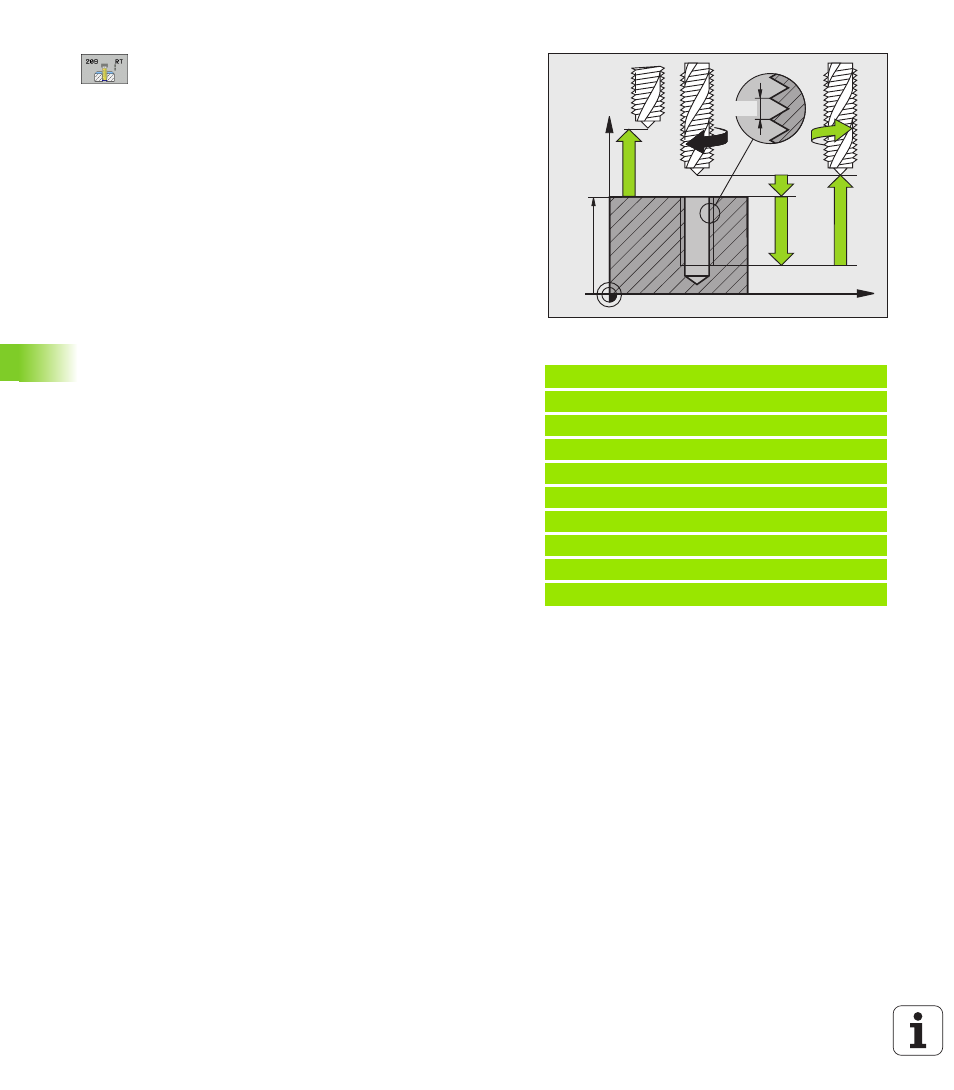
DISTANZA DI SICUREZZA
Q200 (incrementale): distanza
tra la punta dell'utensile (pos. di partenza) e la
superficie del pezzo
Profondità di filettatura
Q201 (incrementale):
distanza tra la superficie del pezzo e l'estremità della
filettatura
PASSO DELLA FILETTATURA
Q239:
passo della filettatura. Il segno definisce se si tratta di
una filettatura destrorsa o sinistrorsa:
+ = Filettatura destrorsa
– = filettatura sinistrorsa
COORD. SUPERFICIE PEZZO
Q203 (assoluto): coordinata
della superficie del pezzo
2ª distanza di sicurezza
Q204 (incrementale):
coordinata dell'asse del mandrino che esclude una
collisione tra l'utensile e il pezzo (il dispositivo di
serraggio)
PROFONDITÀ FORO FINO A ROTTURA TRUCIOLO
Q257
(incrementale): accostamento dopo che il TNC ha
eseguito una rottura truciolo
Ritorno con rottura truciolo
Q256: il TNC
moltiplica il passo Q239 con il valore impostato e, alla
rottura del truciolo, ritira l'utensile per il valore
calcolato. Se si introduce Q256 = 0 il TNC estrae
l'utensile completamente per scaricare il truciolo,
portandolo alla distanza di sicurezza
Angolo di orientamento del mandrino
Q336
(assoluto): angolo sul quale il TNC posiziona l'utensile
prima dell'operazione di maschiatura. In tal modo è
possibile all'occorrenza riprendere la maschiatura
Fattore modifica num. giri in ritorno
Q403:
fattore con cui il TNC aumenta il numero di giri del
mandrino – e quindi anche l'avanzamento in ritorno –
durante l'estrazione dal foro. Campo di immissione da
0,0001 a 10
Disimpegno in un'interruzione del programma
Premendo durante la maschiatura il tasto esterno di STOP, il TNC
visualizzerà il softkey OPERAZ. MANUALE. Premendo il softkey
OPERAZ. MANUALE l'utensile può essere disimpegnato da
programma. Per questo disimpegno controllato azionare il tasto
esterno di movimento positivo dell'asse mandrino attivo.
Esempio: Blocchi NC
N260 G207 ROTT. TRUCIOLO IN MASCHIATURA
Q200=2
;DIST. DI SICUREZZA
Q201=-20
;PROF. DI FILETTATURA
Q239=+1
;PASSO FILETTATURA
Q203=+25
;COOR. SUPERF.
Q204=50
;2ª DIST. DI SICUREZZA
Q257=5
;PROF. ROTT. TRUCIOLO
Q256=1
;INV. CON ROTT. TRUC.
Q336=+0
;ANGOLO MANDRINO
Q403=1,5
;FATTORE NUM. GIRI
Z
X
Q203
Q204
Q200
Q201
Q239