1 la v o ra re con i cicli – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuale d'uso
Pagina 302
302
8 Programmazione: Cicli
8.1 La
v
o
ra
re
con i cicli
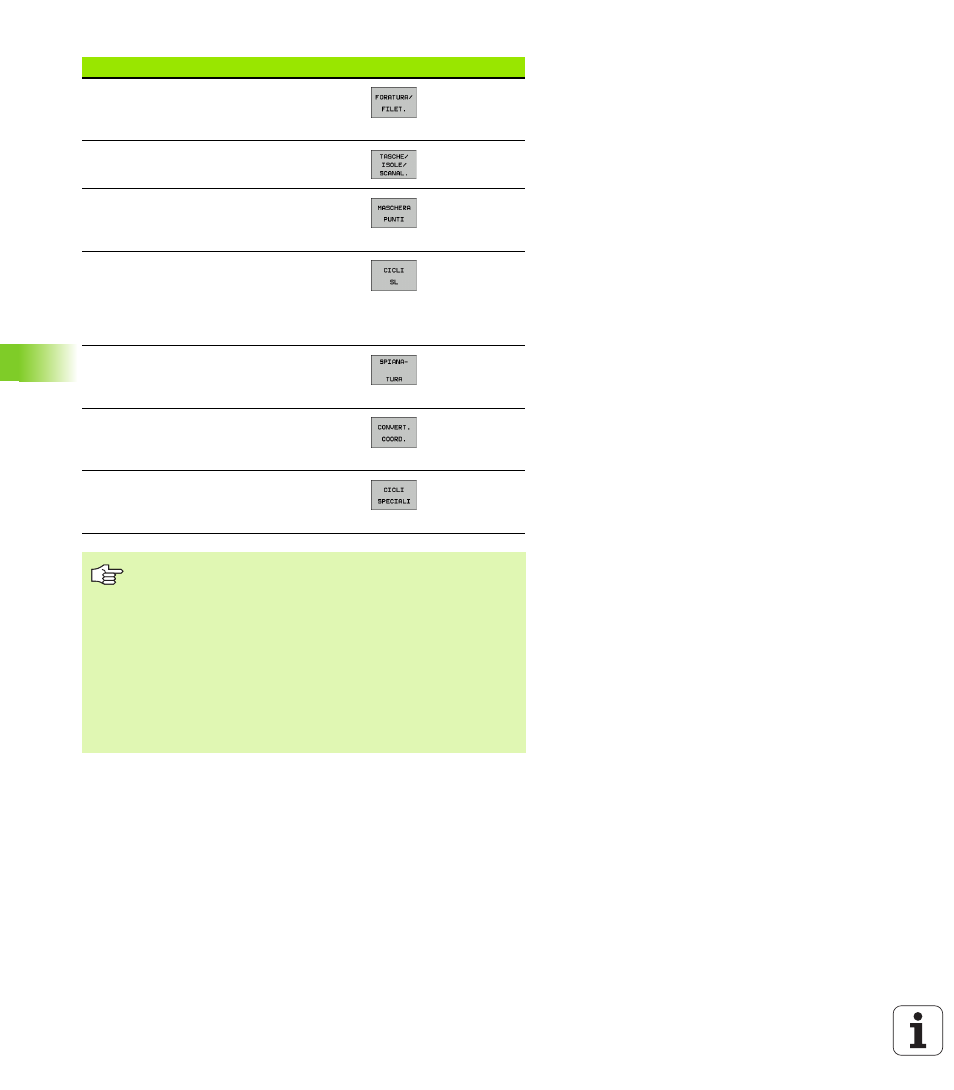
Gruppi di cicli
Softkey
Pag.
Cicli per foratura profonda, alesatura,
barenatura, svasatura, maschiatura,
filettatura e fresatura di filettature
Cicli per fresatura di tasche, isole e
scanalature
Cicli per la realizzazione di sagome di
punti, ad es. cerchi di fori o superfici
forate
Cicli SL (Subcontur-List), per la
lavorazione parassiale di profili più
complessi, composti dalla
sovrapposizione di segmenti di profilo e
per l'interpolazione di superfici cilindriche
Cicli per la lavorazione a passate contigue
di superfici piane o ad andamento
irregolare
Cicli per la conversione di coordinate per
spostare, ruotare, lavorare in speculare,
ingrandire o ridurre qualsiasi profilo
Cicli speciali per tempo di sosta,
chiamata di programma, orientamento
del mandrino, tolleranza
Se si utilizzano assegnazioni indirette di parametri con cicli
di lavorazione aventi numeri superiori a 200 (ad es. D00
Q210 = Q1
) eventuali modifiche del parametro assegnato
(ad es. Q1) successive alla definizione del ciclo non hanno
effetto. In questi casi conviene definire il parametro di ciclo
in modo diretto (ad es. D00 Q210 = 5).
Per poter eseguire i cicli di lavorazione da G83 a G86, da
G74 a G78 e da G56 a G59 anche sui controlli TNC di tipo
precedente, occorre aggiungere un segno negativo nella
programmazione della distanza di sicurezza e della
profondità di accostamento.