HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuale d'uso
Pagina 388
388
8 Programmazione: Cicli
8.4 Cicli per la fr
esat
ur
a di tasc
he, isole e scanalat
ur
e
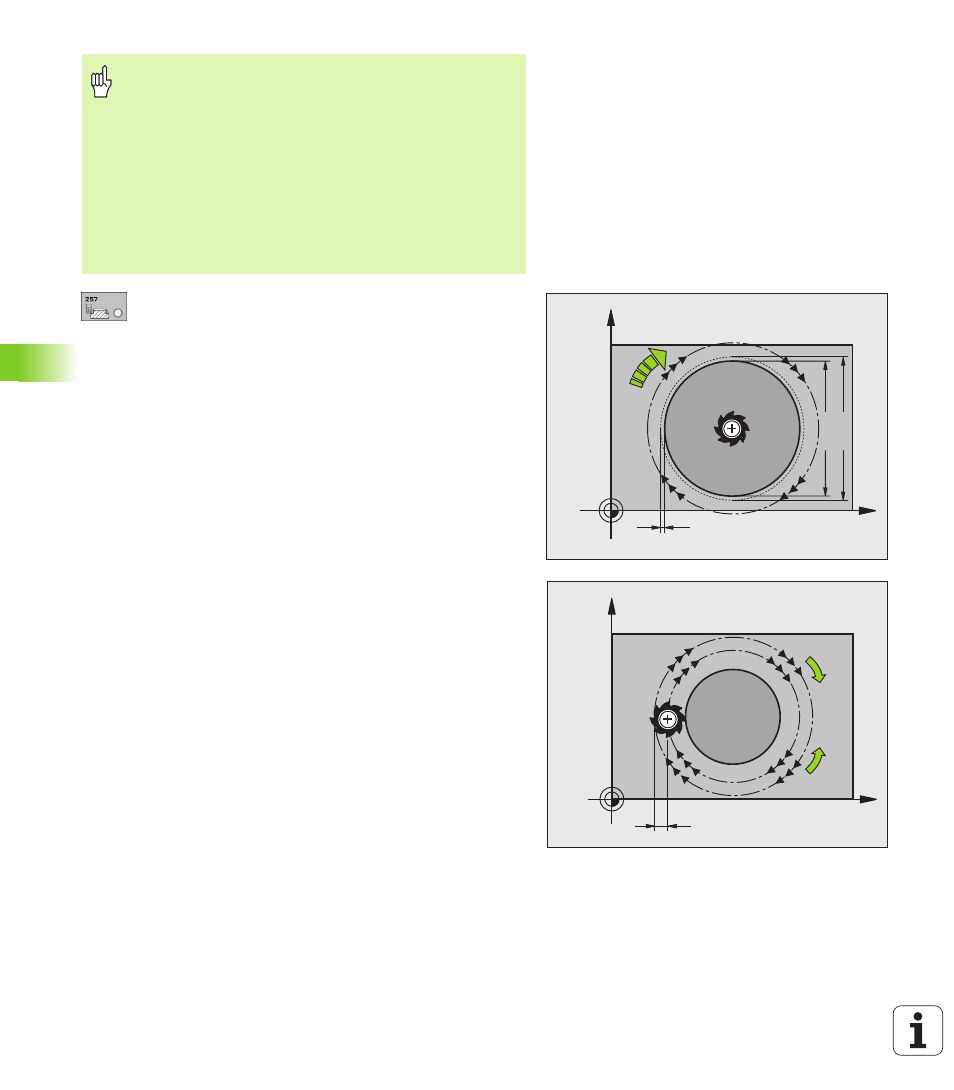
DIAMETRO DEL PEZZO FINITO
Q223: diametro dell'isola
finita
DIAMETRO DEL PEZZO GREZZO
Q222: diametro del pezzo
grezzo Inserire il diametro del pezzo grezzo maggiore
del diametro del pezzo finito. Il TNC esegue più
accostamenti laterali, se la differenza tra diametro del
pezzo grezzo 1 e diametro di finitura 1 è maggiore
dell'accostamento laterale ammesso (raggio utensile
per sovrapposizione traiettorie Q370). Il TNC calcola
sempre un accostamento laterale costante
QUOTA DI FINITURA LATERALE
Q368 (incrementale):
sovrametallo di finitura nel piano di lavoro
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell’utensile durante la fresatura in mm/
min
TIPO DI FRESATURA
Q351: tipo della lavorazione di
fresatura con M3:
+1 = concorde
–1 = discorde
Con il parametro macchina 7441 Bit 2 si imposta se il TNC
deve emettere un messaggio d’errore (Bit 2=1) oppure no
(Bit 2=0) se viene inserita una profondità positiva.
Attenzione, pericolo di collisione!
Tenere presente che con profondità inserita positiva il
TNC inverte il calcolo del preposizionamento. Quindi
l'utensile si sposta in rapido nell'asse utensile fino alla
distanza di sicurezza sotto la superficie del pezzo!
Lasciare a destra accanto all'isola spazio sufficiente per il
movimento di avvicinamento. Minimo: diametro
dell'utensile + 2 mm.
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1