4 f unzioni ausiliar ie per tr aiet to ri e – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuale d'uso
Pagina 278
278
7 Programmazione: Funzioni ausiliarie
7.
4 F
unzioni ausiliar
ie per tr
aiet
to
ri
e
Velocità di avanzamento per archi di cerchio:
M109/M110/M111
Comportamento standard
Il TNC riferisce la velocità di avanzamento programmata al centro della
traiettoria dell'utensile.
Comportamento per archi di cerchio con M109
Nelle lavorazioni interne e esterne il TNC mantiene negli archi di
cerchio un avanzamento costante sul tagliente dell'utensile.
Comportamento per archi di cerchio con M110
Il TNC tiene l'avanzamento costante sugli archi di cerchio
esclusivamente per le lavorazioni interne, mentre nella lavorazione
esterna di archi di cerchio l'avanzamento non viene adattato.
Attivazione
M109 e M110 sono attive dall'inizio del blocco.
Le funzioni M109 e M110 vengono disattivate con M111.
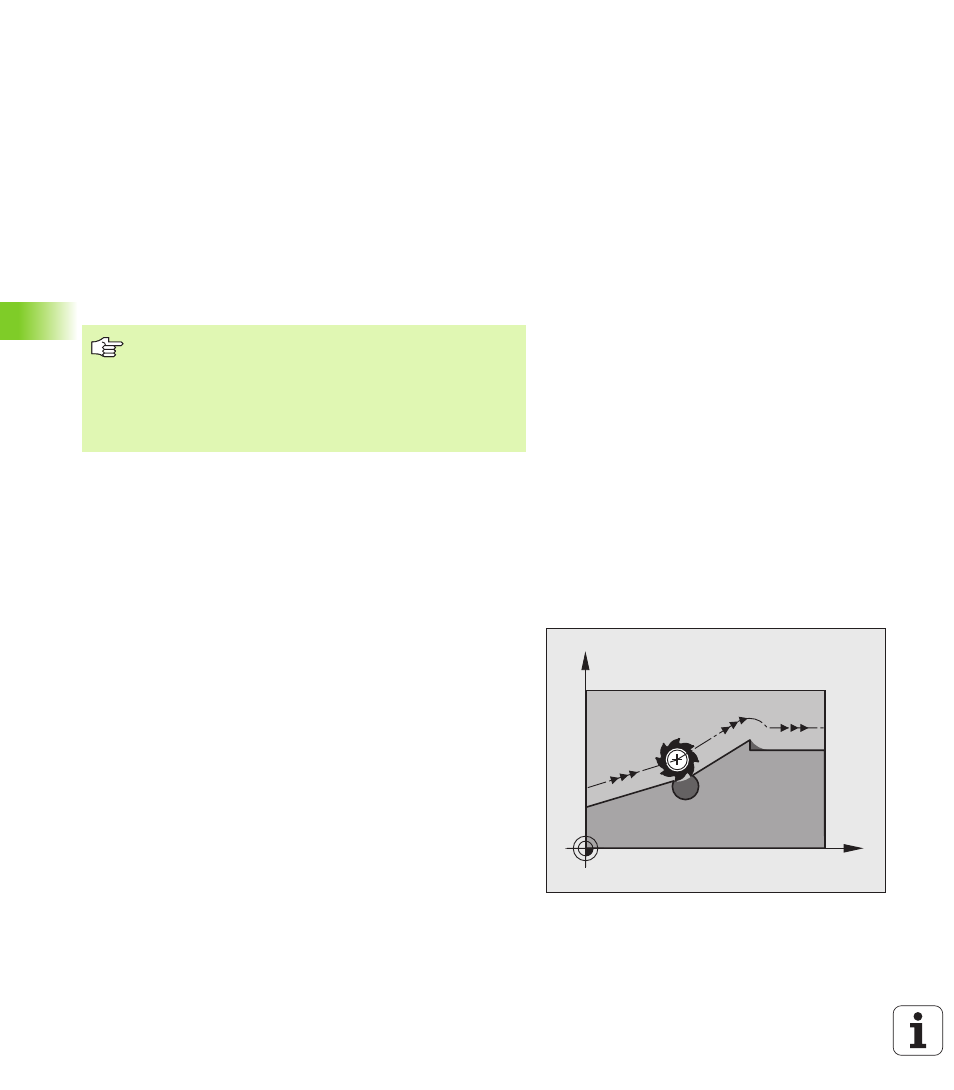
Precalcolo di un profilo con correzione del raggio
(LOOK AHEAD): M120
Comportamento standard
Se il raggio dell'utensile è maggiore di un gradino del profilo da
eseguire con correzione del raggio, il TNC interrompe l'esecuzione del
programma ed emette un messaggio d'errore. La funzione M97
(vedere "Lavorazione di piccoli gradini di profilo: M97" pag. 273)
impedisce questo messaggio d'errore, ma causa un danneggiamento
per spogliatura e inoltre sposta lo spigolo.
In caso di spogliatura il TNC potrebbe danneggiare il profilo.
La funzione M110 è attiva anche nella lavorazione interna
di archi di cerchio con cicli di profilo. Se si definisce la
funzione M109 o M110 prima della chiamata di un ciclo di
lavorazione, l'adattamento dell'avanzamento ha effetto
anche per gli archi di cerchio interni al ciclo di lavorazione.
Alla fine del ciclo di lavorazione o a seguito di una sua
interruzione viene ristabilita la condizione iniziale.
X
Y