4 esecuzione pr ogr amma – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 404
378
11 Test del programma ed esecuzione del programma
1
1
.4 Esecuzione Pr
ogr
amma
Esecuzione di un programma di lavorazione che
contiene coordinate di assi non controllati (non
su TNC 426, TNC 430)
Impiego
Il TNC può anche elaborare programmi nei quali sono stati
programmati assi non controllati.
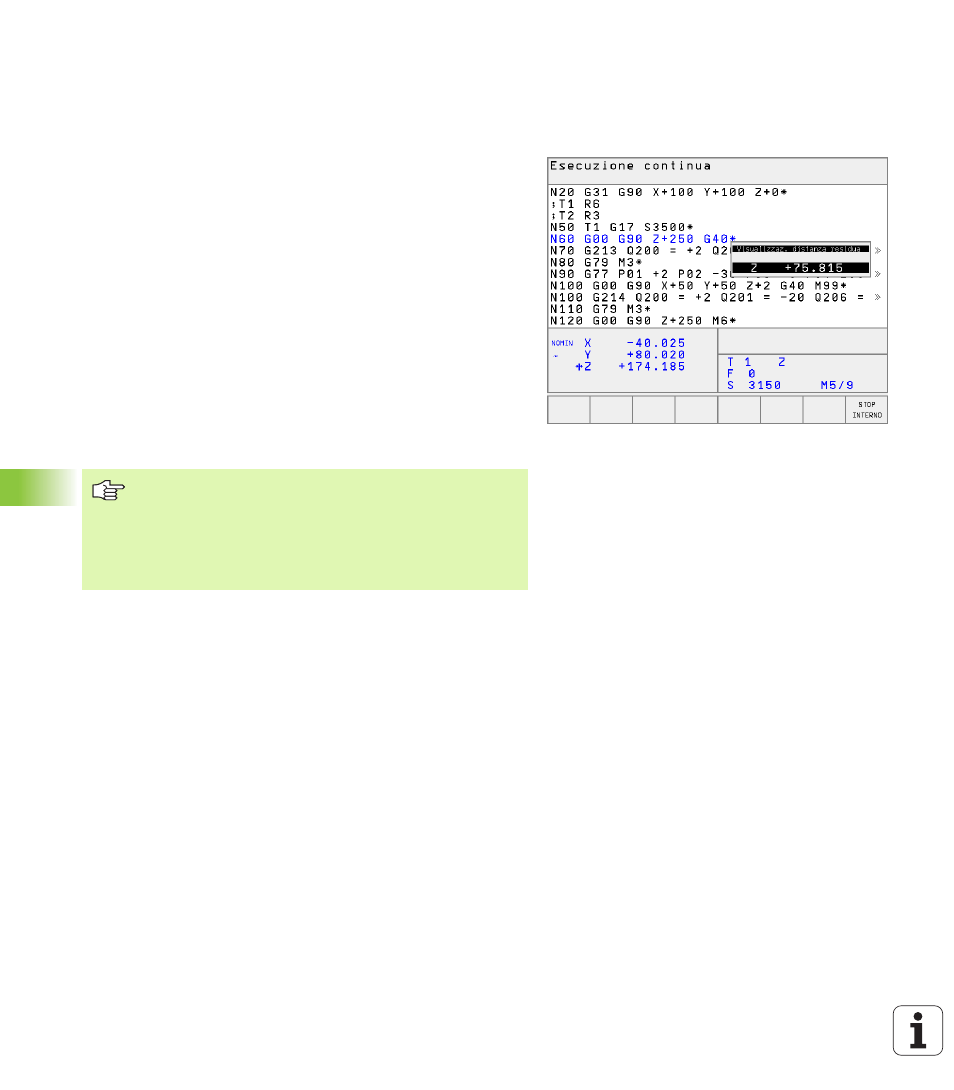
Quando il TNC arriva ad un blocco nel quale si trova un asse non
controllato, arresta l'esecuzione del programma.
Contemporaneamente visualizza una finestra nella quale viene indicata
la distanza dalla posizione finale (vedere figura in alto a destra).
Procedimento
Quando il TNC visualizza la finestra del tratto rimanente, procedere
come segue:
U
U
U
U
portare in manuale l'asse nella posizione finale. Il TNC aggiorna
costantemente la finestra del tratto rimanente e visualizza sempre il
valore della distanza da coprire per raggiungere detta posizione.
U
U
U
U
Al raggiungimento della posizione finale azionare il tasto START NC
per proseguire l'esecuzione del programma. Premendo il tasto
START NC prima di aver raggiunto la posizione finale, il TNC emette
un messaggio di errore.
La precisione dell'avvicinamento alla posizione finale è
stabilita dal parametro macchina 1030.x (possibili valori di
immissione: da 0,001 a 2mm).
Gli assi non controllati devono trovarsi in un blocco per le
posizioni separato, altrimenti il TNC emette un messaggio
di errore.