7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 296
270
8 Programmazione: Cicli
8.7 Cicli SL Gr
uppo II (non sul TNC 41
0)
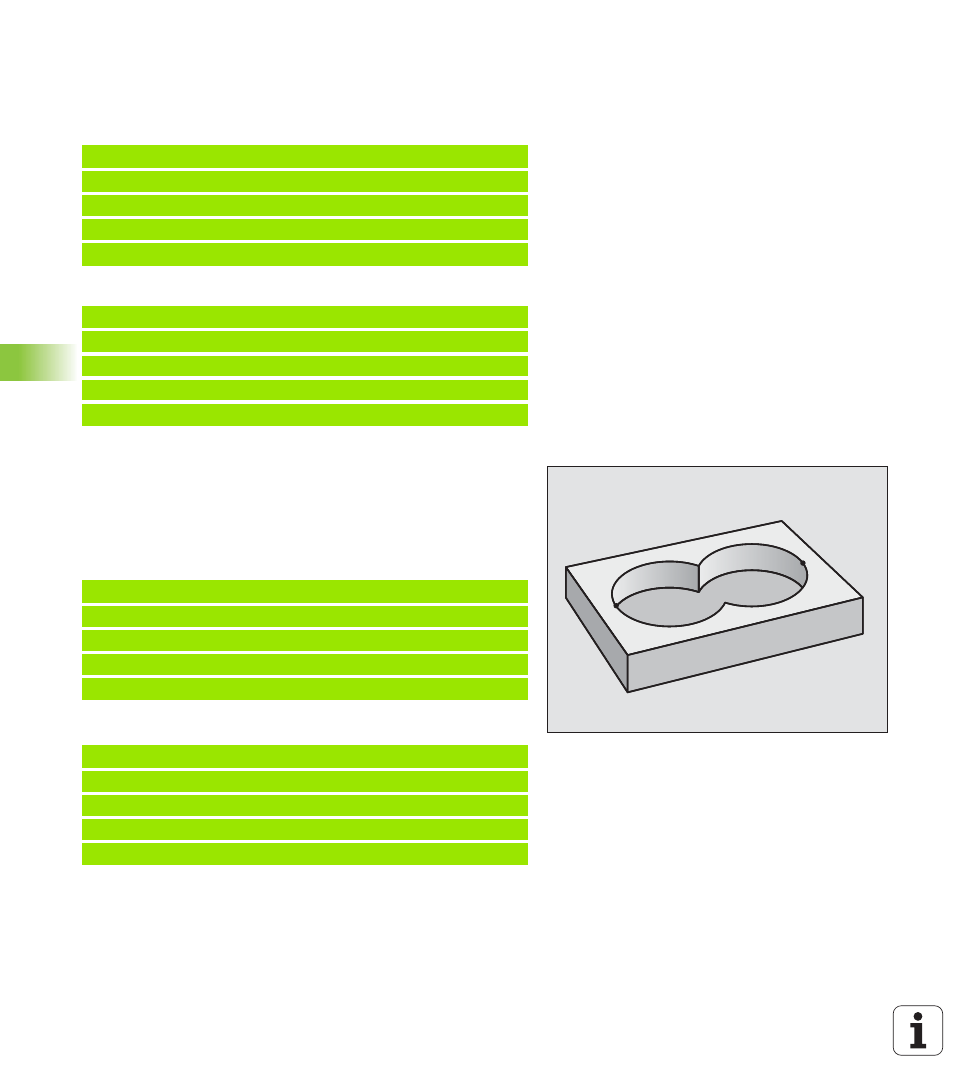
I punti di intersezione S1 e S2 vengono calcolati dal TNC, non occorre
programmarli.
Le tasche vengono programmate quali cerchi pieni.
Sottoprogramma 1: Tasca A
Sottoprogramma 2: Tasca B
"Somma" delle superfici
E' richiesta la lavorazione di entrambe le superfici parziali A e B,
compresa la comune superficie di sovrapposizione:
n
Le superfici A e B devono essere tasche.
n
La prima tasca (nel ciclo G37) deve iniziare al di fuori della seconda.
Superficie A:
Superficie B:
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
A
B
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *