HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 228
202
8 Programmazione: Cicli
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
U
U
U
U
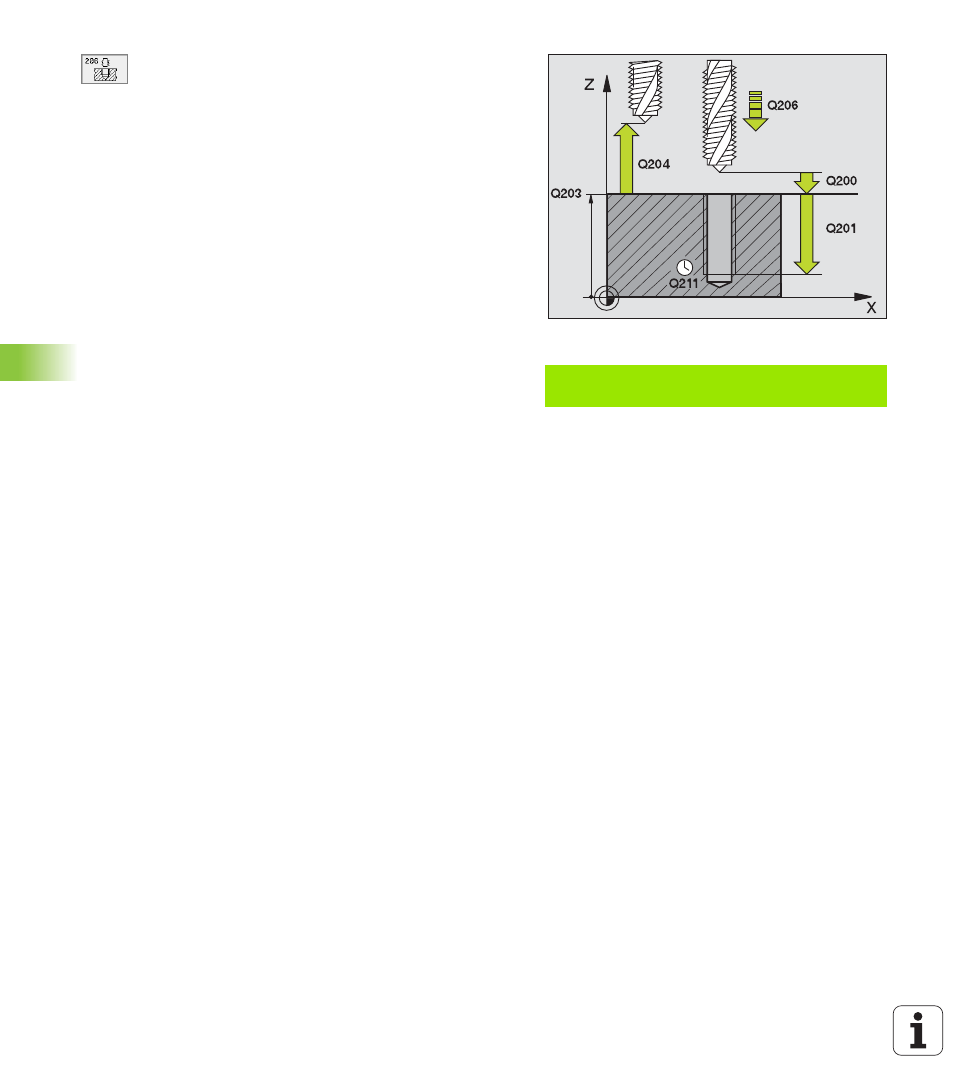
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la punta dell'utensile (pos. di partenza) e
la superficie del pezzo: 4x passo della filettatura
U
U
U
U
PROFONDITA'
Q201 (lunghezza della filettatura,
incrementale): distanza tra la superficie del pezzo e la
fine della filettatura
U
U
U
U
AVANZAMENTO F
Q206: velocità di spostamento
dell'utensile durante la maschiatura
U
U
U
U
TEMPO ATTESA SOTTO
Q211: inserire un valore tra 0 e
0,5 secondi, per evitare che l'utensile resti bloccato
durante il ritorno
U
U
U
U
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata della superficie del pezzo
U
U
U
U
2ª DISTANZA DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo (il
dispositivo di serraggio)
Calcolo dell'avanzamento: F = S x p
Disimpegno in un'interruzione del programma
Premendo durante la maschiatura il tasto esterno di STOP, il TNC
visualizzerà un softkey che permette il disimpegno dell’utensile.
Esempio: Blocchi NC
N25 G206 Q200=2 Q201=-20 Q206=150
Q211=0,25 Q203=+25 Q204=50 *
F: Avanzamento in mm/min
S: Numero giri mandrino (giri/min)
p: Passo della filettatura (mm)