6 cicli sl gr uppo i – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 291
HEIDENHAIN TNC 410, TNC 426, TNC 430
265
8.6 Cicli SL Gr
uppo I
U
U
U
U
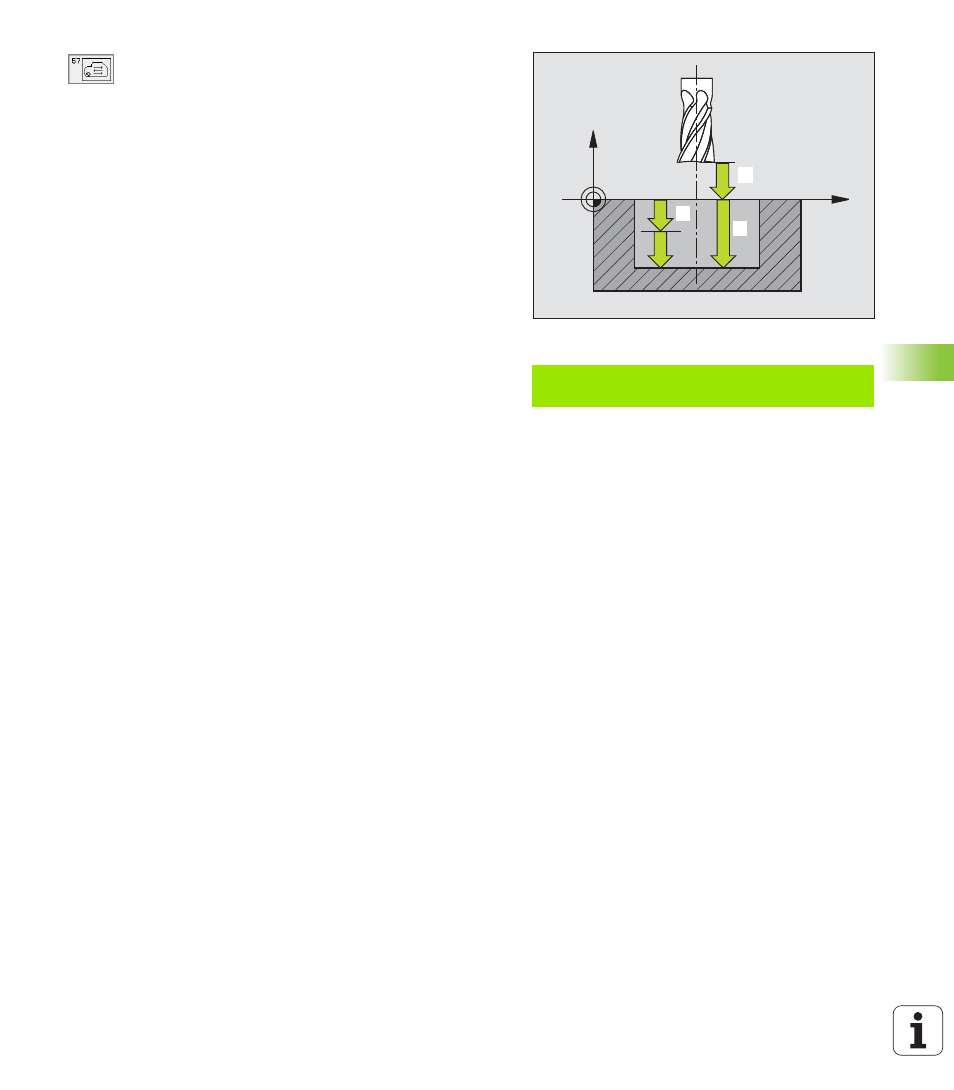
DISTANZA DI SICUREZZA
1
(in valore incrementale):
distanza tra la punta dell'utensile (pos. di partenza) e
la superficie del pezzo
U
U
U
U
PROFONDITA' DI FRESATURA
2
(in valore incrementale):
distanza tra la superficie del pezzo e il fondo della
tasca
U
U
U
U
PROFONDITA' DI ACCOSTAMENTO
3
(in valore
incrementale): quota dei singoli accostamenti
dell'utensile. La PROFONDITA' DI FRESATURA non
deve essere un multiplo della PROFONDITA' DI
ACCOSTAMENTO. Il TNC si porta in un unico passo
fino alla PROFONDITA' quando:
n
PROFONDITA' DI ACCOSTAMENTO e
PROFONDITA' sono uguali
n
La PROFONDITA' DI ACCOSTAMENTO è
maggiore della PROFONDITA' DI FRESATURA
U
U
U
U
AVANZAMENTO IN PROFONDITA'
: velocità di penetrazione
in mm/min
U
U
U
U
SOVRAMETALLO DI FINITURA
: sovrametallo nel piano di
lavoro
U
U
U
U
ANGOLO DI SVUOTAMENTO
: direzione del movimento di
svuotamento. L'ANGOLO DI SVUOTAMENTO si
riferisce all'asse principale del piano di lavoro.
Scegliere l'angolo in modo da ottenere i tagli più
lunghi possibili
U
U
U
U
AVANZAMENTO
: avanzamento di fresatura in mm/min
Esempio: Blocchi NC
N54 G57 P01 2 P02 -15 P03 5 P04 250
P05 +0,5 P06 +30 P07 500 *
X
Z
11
12
13