10 .1 0 esempi di pr ogr ammazione, Esempio: sfera convessa con fresa a candela – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 388
362
10 Programmazione: Parametri Q
1
0
.1
0 Esempi di pr
ogr
ammazione
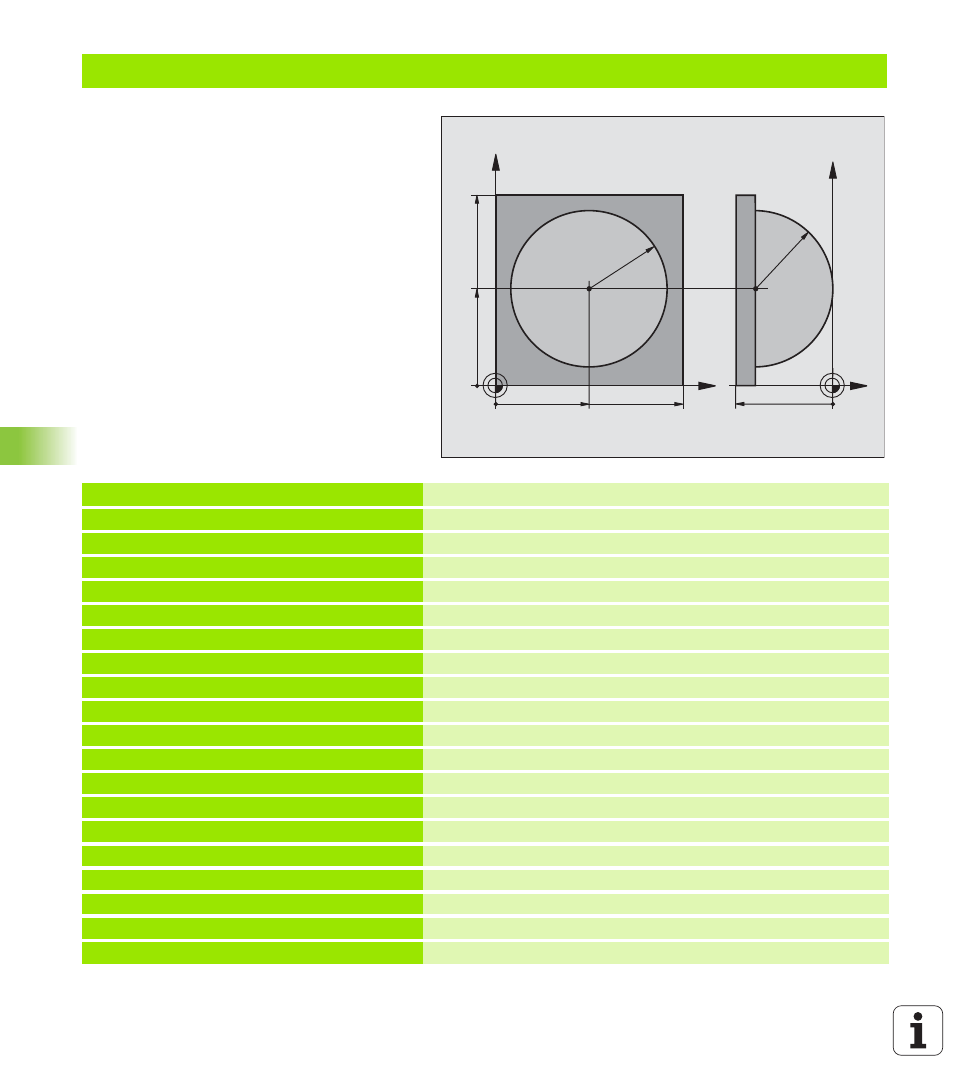
Esempio: Sfera convessa con fresa a candela
Esecuzione del programma
n
Il programma funziona solo con una fresa a
candela
n
Il profilo della sfera viene programmato con
tante piccole rette (Piano Z/X, definibili mediante
Q14). Quanto più piccoli sono i passi angolari,
tanto più liscio risulterà il profilo
n
Il numero dei tagli di profilo viene determinato
mediante il passo angolare nel piano (mediante
Q18)
n
La sfera verrà lavorata con taglio 3D dal basso
verso l'alto
n
Il raggio dell'utensile viene corretto
automaticamente
%SFERA G71 *
N10 D00 Q1 P01 +50 *
Centro asse X
N20 D00 Q2 P01 +50 *
Centro asse Y
N30 D00 Q4 P01 +90 *
Angolo di partenza solido (piano Z/X)
N40 D00 Q5 P01 +0 *
Angolo finale solido (piano Z/X)
N50 D00 Q14 P01 +5 *
Passo angolare nello spazio
N60 D00 Q6 P01 +45 *
Raggio della sfera
N70 D00 Q8 P01 +0 *
Angolo di partenza rotazione nel piano X/Y
N80 D00 Q9 P01 +360 *
Angolo finale rotazione nel piano X/Y
N90 D00 Q18 P01 +10 *
Passo angolare nel piano X/Y per la sgrossatura
N100 D00 Q10 P01 +5 *
Sovradimensione raggio sfera per la sgrossatura
N110 D00 Q11 P01 +2 *
Distanza di sicurezza per preposizionamento nell'asse mandrino
N120 D00 Q12 P01 +350 *
Avanzamento di fresatura
N130 G30 G17 X+0 Y+0 Z-50 *
Definizione pezzo grezzo
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+7,5 *
Definizione utensile
N160 T1 G17 S4000 *
Chiamata utensile
N170 G00 G40 G90 Z+250 *
Disimpegno utensile
N180 L10,0 *
Chiamata della lavorazione
N190 D00 Q10 P01 +0 *
Azzeramento della sovradimensione
X
Y
50
100
100
Z
Y
-50
R45
50
R45