Profilo sagomato (ciclo g125), G125 profilo sagomato, 7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 303
HEIDENHAIN TNC 410, TNC 426, TNC 430
277
8.7 Cicli SL Gr
uppo II (non sul TNC 41
0)
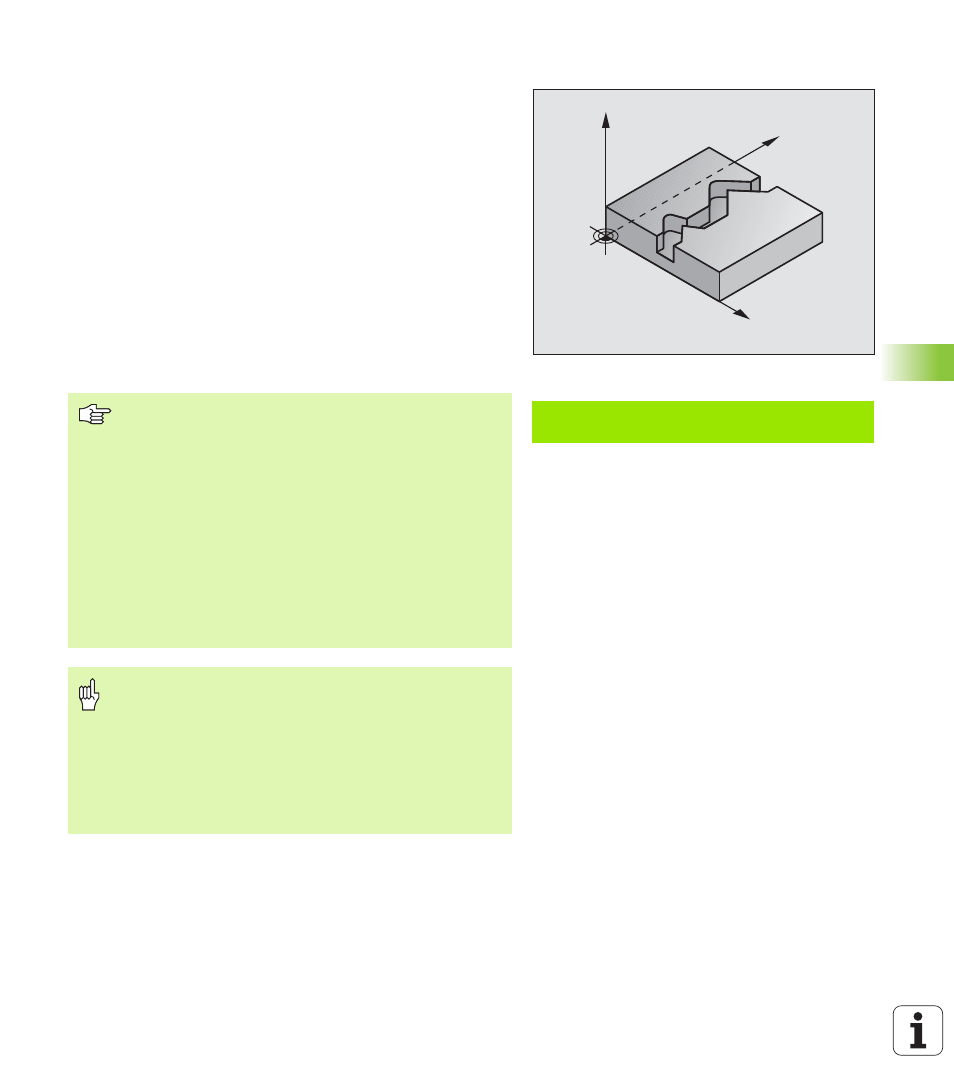
PROFILO SAGOMATO (Ciclo G125)
Con questo ciclo, assieme al ciclo G37 PROFILO, è possibile lavorare
profili "aperti", nei quali l'inizio e la fine non coincidono.
Il ciclo G125 PROFILO SAGOMATO offre, rispetto alla lavorazione di un
profilo aperto con blocchi di posizionamento, notevoli vantaggi:
n
Il TNC controlla nella lavorazione che non si verifichino spogliature o
danneggiamenti del profilo. Possibilità di controllo del profilo con la
grafica di test
n
Se il raggio dell'utensile è troppo grande, occorre eventualmente
rifinire gli spigoli interni del profilo
n
La lavorazione può essere eseguita interamente con fresatura
concorde o discorde. Il tipo di fresatura rimane invariato perfino in
caso di lavorazione speculare del profilo
n
In caso di più accostamenti il TNC può spostare l'utensile in avanti e
indietro riducendo il tempo di lavorazione
n
Possibilità di definizione di quote di sovrametallo per poter sgrossare
e rifinire il profilo in più passate di lavorazione
Esempio: Blocchi NC
N62 G125 Q1=-20 Q3=+0 Q5=+0 Q7=+50 Q10=+5
Q11=100 Q12=350 Q15=+1 *
Y
X
Z
Da osservare prima della programmazione
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità =
0 il TNC non esegue il ciclo.
Il TNC considera solo il primo label del ciclo G37 PROFILO.
La memoria per un ciclo SL è limitata. In un ciclo SL si
possono programmare p.es. al massimo 128 blocchi di
rette.
Il ciclo G120 DATI PROFILO non è necessario.
Le posizioni programmate direttamente dopo il ciclo G125
in quote incrementali si riferiscono alla posizione
dell'utensile alla fine del ciclo.
Attenzione, pericolo di collisione!
Per evitare possibili collisioni:
n
Subito dopo il ciclo G125 non programmare quote
incrementali, poiché le quote incrementali si riferiscono
alla posizione dell'utensile alla fine del ciclo.
n
Portarsi su una posizione definita (assoluta) in tutti gli
assi principali, poiché la posizione dell’utensile alla fine
del ciclo non coincide con la posizione all’inizio del ciclo.