Rotazione (ciclo g73), 9 i cicli per la conver sione di coordina te – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 331
HEIDENHAIN TNC 410, TNC 426, TNC 430
305
8.9 I cicli per la CONVER
SIONE DI COORDINA
TE
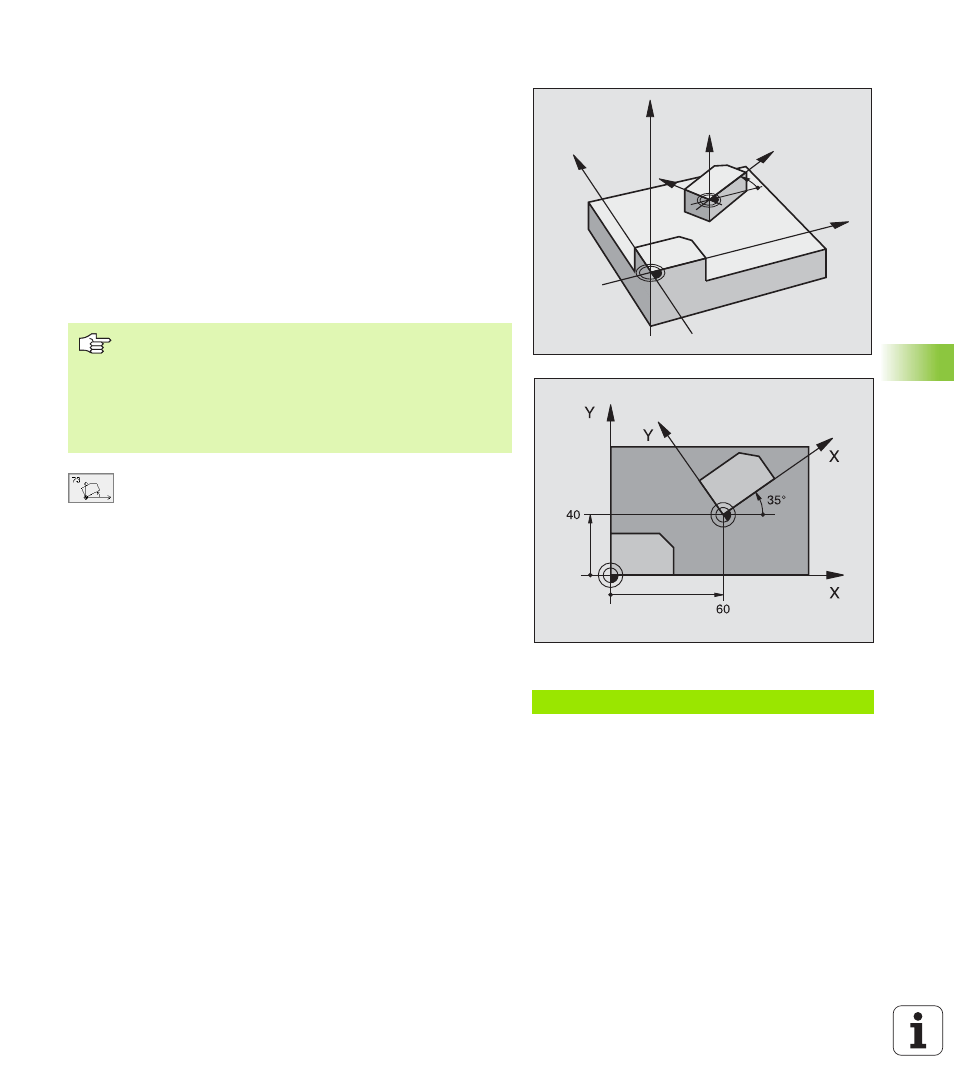
ROTAZIONE (Ciclo G73)
Nell'ambito di un programma il TNC può ruotare il sistema di
coordinate nel piano di lavoro intorno all'origine attiva.
Attivazione
La rotazione è attiva dalla definizione nel programma. Essa è attiva
anche nel modo operativo INSERIMENTO MANUALE DATI. Il TNC
visualizza l'angolo di rotazione attivo nell'indicazione di stato
supplementare.
Asse di riferimento per l'angolo di rotazione:
n
Piano X/Y Asse X
n
Piano Y/Z Asse Y
n
Piano Z/X Asse Z
U
U
U
U
ROTAZIONE
: inserire l'angolo di rotazione in gradi (°).
Campo di immissione: da -360° a +360° (assoluti con
G90 prima di H o incrementali con G91 prima di H)
Annullamento
Riprogrammare il ciclo ROTAZIONE con angolo di rotazione 0°.
Esempio: Blocchi NC
N72 G73 G90 H+25 *
Z
Z
X
X
Y
Y
Da osservare prima della programmazione
Con la definizione del ciclo G73 il TNC disattiva una
eventuale correzione del raggio attiva. Se necessario,
riprogrammarla.
Dopo la definizione del ciclo G73, spostare entrambi gli assi
del piano di lavoro per attivare la rotazione.