Lavorazione speculare (ciclo g28), 9 i cicli per la conver sione di coordina te – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 329
HEIDENHAIN TNC 410, TNC 426, TNC 430
303
8.9 I cicli per la CONVER
SIONE DI COORDINA
TE
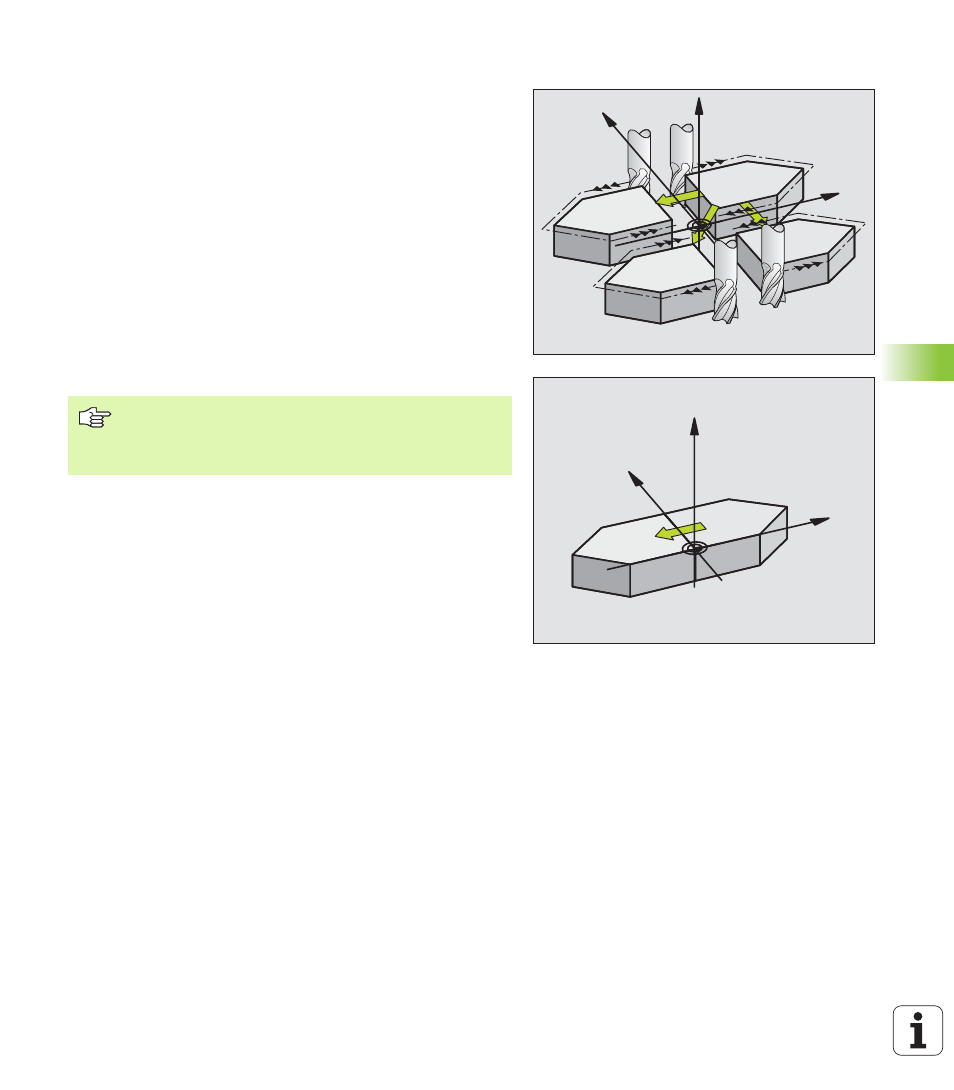
LAVORAZIONE SPECULARE (Ciclo G28)
Con questo ciclo il TNC consente l'esecuzione speculare di una
lavorazione nel piano di lavoro.
Attivazione
La specularità si attiva con la sua definizione nel programma. Essa è
attiva anche nel modo operativo INSERIMENTO MANUALE DATI. Il
TNC visualizza gli assi di specularità attivi nell'indicazione di stato
supplementare.
n
Ribaltando un solo asse cambia il senso di rotazione dell'utensile.
Questo non vale per i cicli di lavorazione
n
Ribaltando due assi, il senso di rotazione rimane invariato.
Il risultato del ribaltamento dipende dalla posizione dell'origine:
n
l'origine si trova sul profilo da ribaltare: l'elemento viene ribaltato
direttamente intorno all'origine
n
l'origine si trova all'esterno del profilo da ribaltare: l'elemento verrà
anche spostato.
Y
X
Z
Y
X
Z
Se si ribalta solo un asse, cambia il senso di rotazione con
i nuovi cicli di lavorazione con numeri 200. Con i vecchi cicli
di lavorazione, come ad es. il ciclo 4 FRESATURA DI
TASCHE, il senso di rotazione non cambia.