7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 309
HEIDENHAIN TNC 410, TNC 426, TNC 430
283
8.7 Cicli SL Gr
uppo II (non sul TNC 41
0)
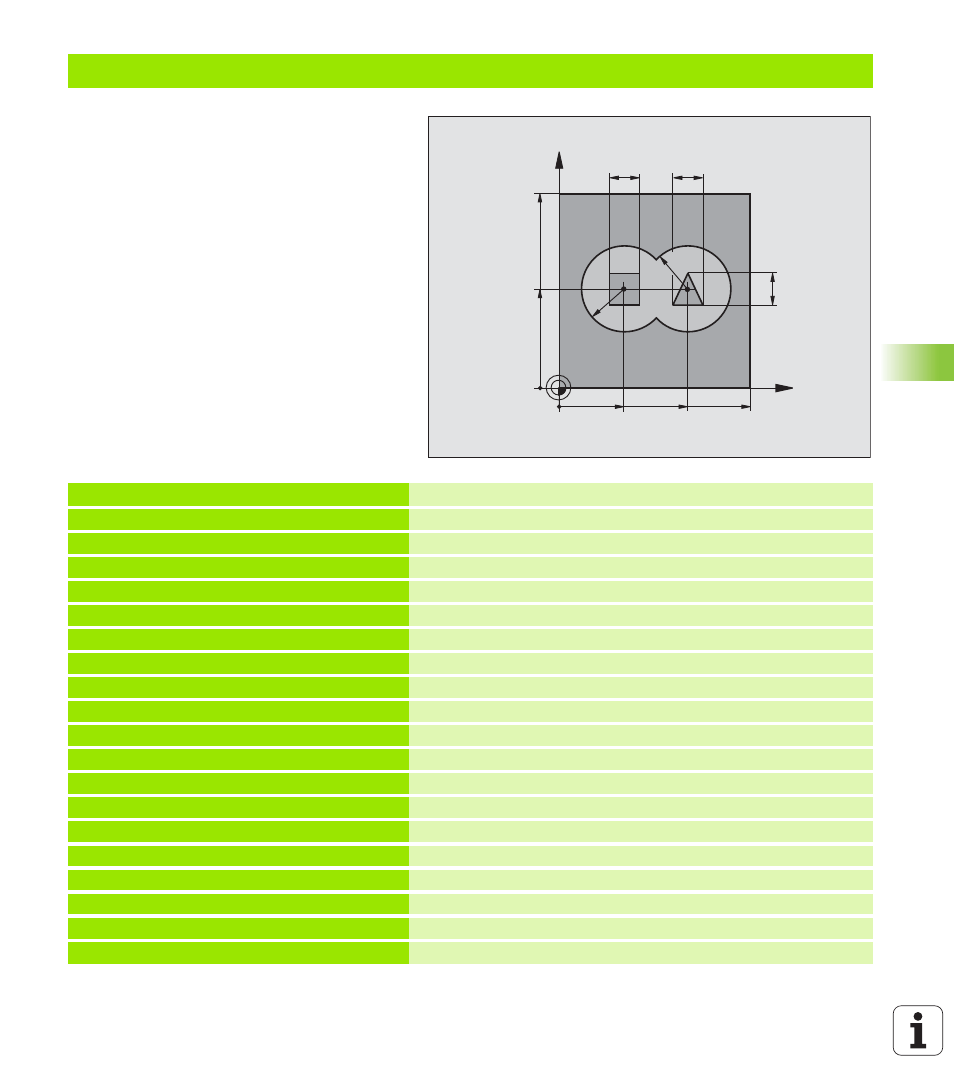
Esempio: Preforatura, sgrossatura, finitura di profili sovrapposti
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definizione pezzo grezzo
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Definizione dell'utensile, punta
N40 G99 T2 L+0 R+6 *
Definizione utensile di sgrossatura/finitura
N50 T1 G17 S4000 *
Chiamata utensile, punta
N60 G00 G40 G90 Z+250 *
Disimpegno utensile
N70 G37 P01 1 P02 2 P03 3 P04 4 *
Definizione dei sottoprogrammi di profilo
N80 G120 Q1=-20 Q2=1 Q3=+0,5 Q4=+0,5
Definizione dei parametri generali di lavorazione
Q5=+0 Q6=+2 Q7=+100 Q8=+0,1 Q9=-1 *
N90 G121 Q10=+5 Q11=250 Q13=2 *
Definizione del ciclo "Preforatura"
N100 G79 M3 *
Chiamata ciclo "Preforatura"
N110 Z+250 M6 *
Cambio utensile
N120 T2 G17 S3000 *
Chiamata utensile di sgrossatura/finitura
N130 G122 Q10=+5 Q11=100 Q12=350 *
Definizione del ciclo "Svuotamento"
N140 G79 M3 *
Chiamata ciclo "Svuotamento"
N150 G123 Q11=100 Q12=200 *
Definizione del ciclo "Finitura fondo"
N160 G79 *
Chiamata ciclo "Finitura fondo"
N170 G124 Q9=+1 Q10=+5 Q11=100 Q12=400
Definizione del ciclo "Finitura laterale"
Q14=+0 *
X
Y
35
50
100
100
16
16
R25
65
16
R25