HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 237
HEIDENHAIN TNC 410, TNC 426, TNC 430
211
8.3 Cicli di f
o
ra
tu
ra
, masc
hiat
ur
a e fr
esat
ur
a di filet
tat
ur
e
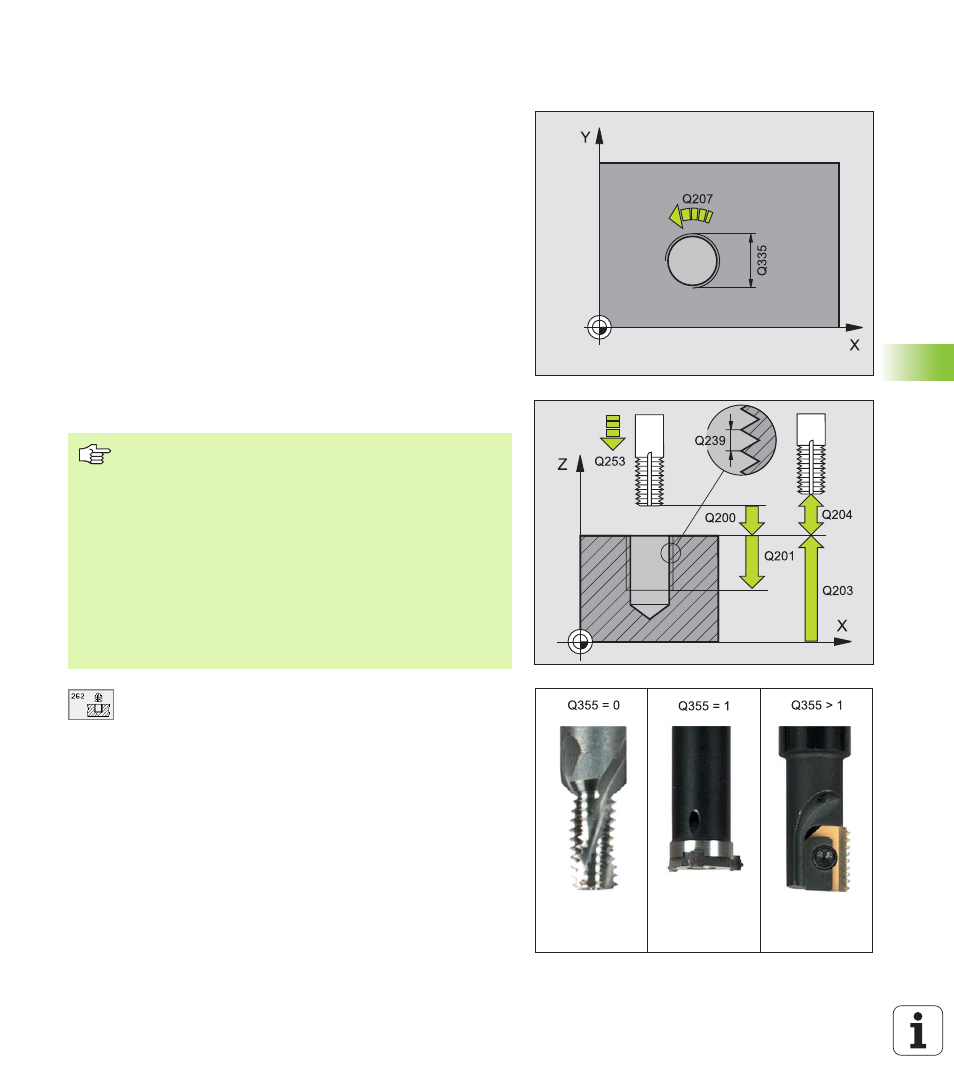
FRESATURA DI FILETTATURE (Ciclo G262,
non sul TNC 410)
1
Il TNC posiziona in rapido l'utensile nell'asse del mandrino alla
programmata DISTANZA DI SICUREZZA sopra la superficie del
pezzo
2
L'utensile si porta con l'avanzamento di avvicinamento
programmato al piano di partenza, che risulta dal segno algebrico
del passo della filettatura, dal tipo di fresatura e dal numero di filetti
prima della ripresa
3
Quindi l'utensile si porta tangenzialmente sul diametro nominale
della filettatura seguendo una traiettoria elicoidale. Prima del
posizionamento con traiettoria elicoidale, viene eseguito un
posizionamento di compensazione sull’asse utensile, per iniziare la
traiettoria della filettatura sul piano di partenza programmato
4
A seconda del parametro "ripresa" l'utensile fresa la filettatura con
una traiettoria elicoidale continua o in più riprese
5
In seguito l'utensile si stacca tangenzialmente dal profilo,
ritornando al punto di partenza nel piano di lavoro
6
Alla fine del ciclo, il TNC porta l'utensile in rapido alla DISTANZA DI
SICUREZZA o, se programmato, alla 2 ª DISTANZA DI SICUREZZA
U
U
U
U
DIAMETRO NOMINALE
: diametro nominale della
filettatura
U
U
U
U
PASSO DELLA FILETTATURA
Q239: passo della
filettatura. Il segno definisce se si tratta di una
filettatura destrorsa o sinistrorsa:
+= Filettatura destrorsa
– = Filettatura sinistrorsa
U
U
U
U
PROFONDITA' DELLA FILETTATURA
Q201 (in valore
incrementale): distanza tra la superficie del pezzo e la
fine della filettatura
U
U
U
U
RIPRESA
Q355: numero dei filetti di cui viene spostato
l'utensile, vedere figura a destra in basso,
0 = linea elicoidale di 360° fino alla profondità di
filettatura
1 = traiettoria elicoidale continua su tutta la lunghezza
della filettatura
Da osservare prima della programmazione
Programmare un'istruzione di posizionamento sul punto di
partenza (centro del foro) nel piano di lavoro con correzione
del raggio G40.
Il segno del parametro di ciclo "Profondità" determina la
direzione della lavorazione. Se si programma Profondità di
filettatura = 0 il TNC non esegue il ciclo.
Il posizionamento sul diametro interno della filettatura
avviene su un semicerchio a partire dal centro. Se il
diametro dell’utensile è più piccolo per 4 volte il passo
rispetto al diametro nominale della filettatura, viene
eseguito un preposizionamento laterale.