Finitura laterale (ciclo g124), G124 finitura laterale (utilizzabile a scelta), 7 cicli sl gr uppo ii (non sul tnc 41 0) – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 302
276
8 Programmazione: Cicli
8.7 Cicli SL Gr
uppo II (non sul TNC 41
0)
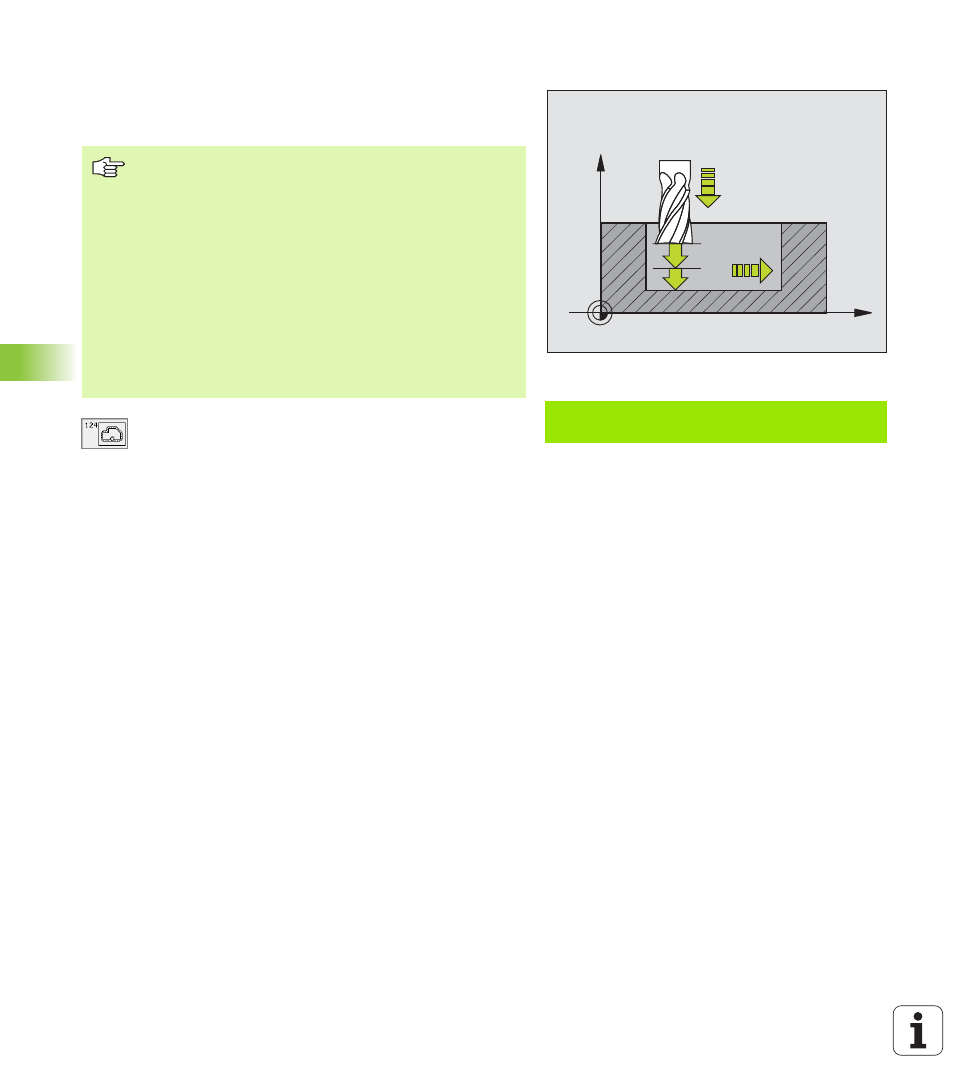
FINITURA LATERALE (Ciclo G124)
Il TNC avvicina l'utensile ai singoli segmenti di profilo su una traiettoria
circolare a raccordo tangenziale, finendo ogni segmento
separatamente.
U
U
U
U
SENSO ROT. ? ORARIO = -1
Q9:
Direzione di lavorazione:
+1: Rotazione in senso antiorario
–1:Rotazione in senso antiorario
U
U
U
U
PROFONDITA' DI ACCOSTAMENTO
Q10 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile
U
U
U
U
AVANZAMENTO IN PROFONDITA'
Q11: avanzamento
dell'utensile durante la penetrazione
U
U
U
U
AVANZAMENTO SVUOTAMENTO
Q12: Avanzamento di
fresatura
U
U
U
U
SOVRAMETALLO DI FINITURA LATERALE
Q14 (in valore
incrementale): quota per finiture ripetute;
programmando Q14 = 0 viene asportata la quota di
finitura residua
Esempio: Blocchi NC
N61 G124 Q9=+1 Q10=+5 Q11=100 Q12=350
Q14=+0 *
X
Z
Q11
Q12
Q10
Da osservare prima della programmazione
La somma tra QUOTA LATERALE (Q14) e raggio
dell'utensile di finitura deve essere inferiore alla somma
tra la QUOTA LATERALE (Q3, ciclo G120) e il raggio
dell'utensile di svuotamento.
Anche per la lavorazione del ciclo G124 senza previo
svuotamento con il ciclo G122 vale il suddetto calcolo; in
questo caso il raggio dell'utensile di svuotamento assume
il valore "0".
Il punto di partenza per la finitura viene determinato
automaticamente dal TNC e dipende dalle condizioni di
spazio della tasca. e dipende dalle condizioni di spazio nella
tasca.