4 f unzioni ausiliar ie per tr aiet to ri e – HEIDENHAIN TNC 410 ISO Programming Manuale d'uso
Pagina 180
154
7 Programmazione: Funzioni ausiliarie
7.
4 F
unzioni ausiliar
ie per tr
aiet
to
ri
e
Inserimento di un cerchio di arrotondamento tra
tratti di rette: M112 (TNC 426, TNC 430)
Compatibilità
Per motivi di compatibilità la funzione M112 resta comunque
disponibile sui TNC 426, TNC 430. Per definire la tolleranza per la
fresatura rapida di profili la HEIDENHAIN consiglia comunque di
utilizzare con questi TNC il ciclo TOLLERANZA, vedere "TOLLERANZA
(Ciclo G62, non sul TNC 410)", pag. 316
Inserimento di raccordi tra elementi di profilo
qualsiasi: M112 (TNC 410)
Comportamento standard
Il TNC arresta brevemente la macchina (arresto di precisione) in caso
di variazione della direzione maggiore dell'angolo limite programmato
(MP7460).
Nei blocchi di programma con correzione del raggio (G41/G42) il TNC
aggiunge automaticamente un cerchio di raccordo in corrispondenza
degli spigoli esterni.
Comportamento con M112
Il TNC inserisce tra gli elementi di profilo di qualsiasi tipo (corretti e non
corretti) che possono trovarsi in un piano o nello spazio, un raccordo
selezionabile:
n
Cerchio tangenziale: MP7415.0 = 0
Nei punti di raccordo si verifica, per il variare della curva, un salto di
accelerazione
n
Polinomio di 3º ordine (spline cubico): MP7415.1 = 0
Senza salto di velocità nei punti di raccordo
n
Polinomio di 5º ordine: MP7415.2 = 0
Senza salto di accelerazione nei punti di raccordo
n
Polinomio di 7º ordine: MP7415.0 = 3 (impostazione standard)
Senza salto per contraccolpo nei punti di raccordo
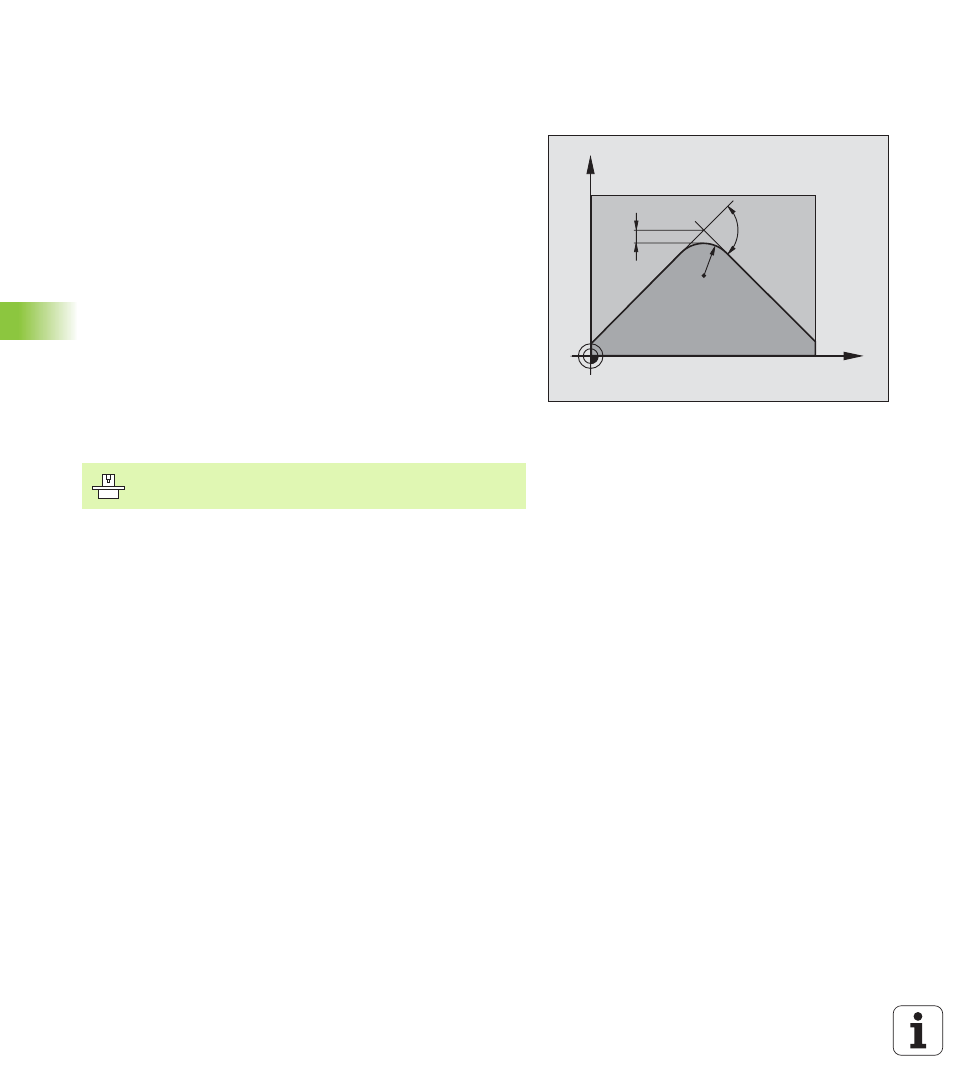
Scostamento ammesso dal profilo E
Con il valore di tolleranza T si definisce il limite di scostamento del
profilo fresato dal profilo programmato. Non introducendo alcun valore
di tolleranza, il TNC calcolerà il raccordo in modo tale da poter essere
lavorato ancora con l'avanzamento programmato.
Angolo limite H
Inserendo un angolo limite A, il TNC smussa solo i raccordi di profilo in
corrispondenza dei quali l'angolo di variazione della direzione è
maggiore dell'angolo limite programmato. Introducendo l'angolo limite
= 0, il TNC lavorerà anche gli elementi di profilo con raccordo
tangenziale a velocità di avanzamento costante. Campo di immissione:
da 0° a 90°.
X
Y
T
A
R
Il comportamento della funzione M112 può essere
adattato tramite parametri macchina.