HEIDENHAIN iTNC 530 (60642x-04) Manuale d'uso
Pagina 546
546
Programmazione: lavorazione a più assi
12.6 Cor
rezione tr
idimensionale dell’ut
ensile (opzione sof
tw
a
re
2)
Programma NC
3D-ToolComp funziona di norma solo con programmi che contengono
un vettore normale alla superficie (vedere "Definizione di vettore
normale" a pagina 537). Alla creazione del programma NC mediante il
sistema CAM è necessario tenere presente quanto riportato di
seguito.
Se il programma NC è calcolato sul centro della sfera, è necessario
definire il valore nominale del raggio R2 della fresa a raggio frontale
nella tabella utensili TOOL.T
Se il programma NC è calcolato sul polo sud della sfera, è necessario
definire il valore nominale del raggio R2 della fresa a raggio frontale
e anche il valore R2 come lunghezza Delta negativa nella colonna DL
della tabella utensili TOOL.T
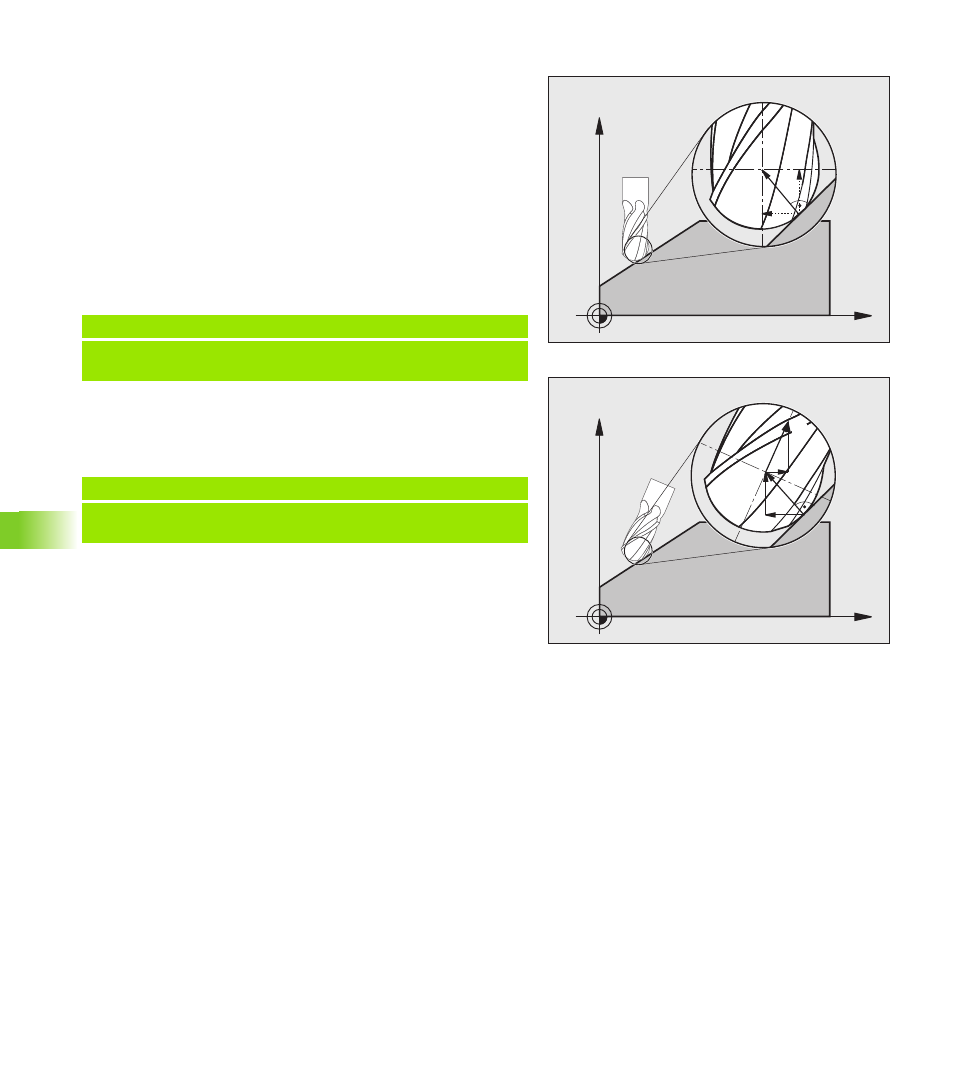
Esempio: programma a tre assi con vettore normale alla superficie
Esempio: programma a cinque assi con vettore normale alla superficie
X
Z
NZ
NX
X
Z
NX
NZ
N
T
TZ
TX
FUNCTION TCPM OFF
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000
X, Y, Z
:
Posizione del punto di guida utensile
NX, NY, NZ
:
Componenti del vettore normale
FUNCTION TCPM F TCP AXIS POS PATHCTRL AXIS
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
X, Y, Z
:
Posizione del punto di guida utensile
NX, NY, NZ
:
Componenti del vettore normale
TX, TY, TZ
:
Componenti del vettore normale per l'orientamento
utensile