HEIDENHAIN iTNC 530 (60642x-04) Manuale d'uso
Pagina 543
HEIDENHAIN iTNC 530
543
12.6 Cor
rezione tr
idimensionale dell’ut
ensile (opzione sof
tw
a
re
2)
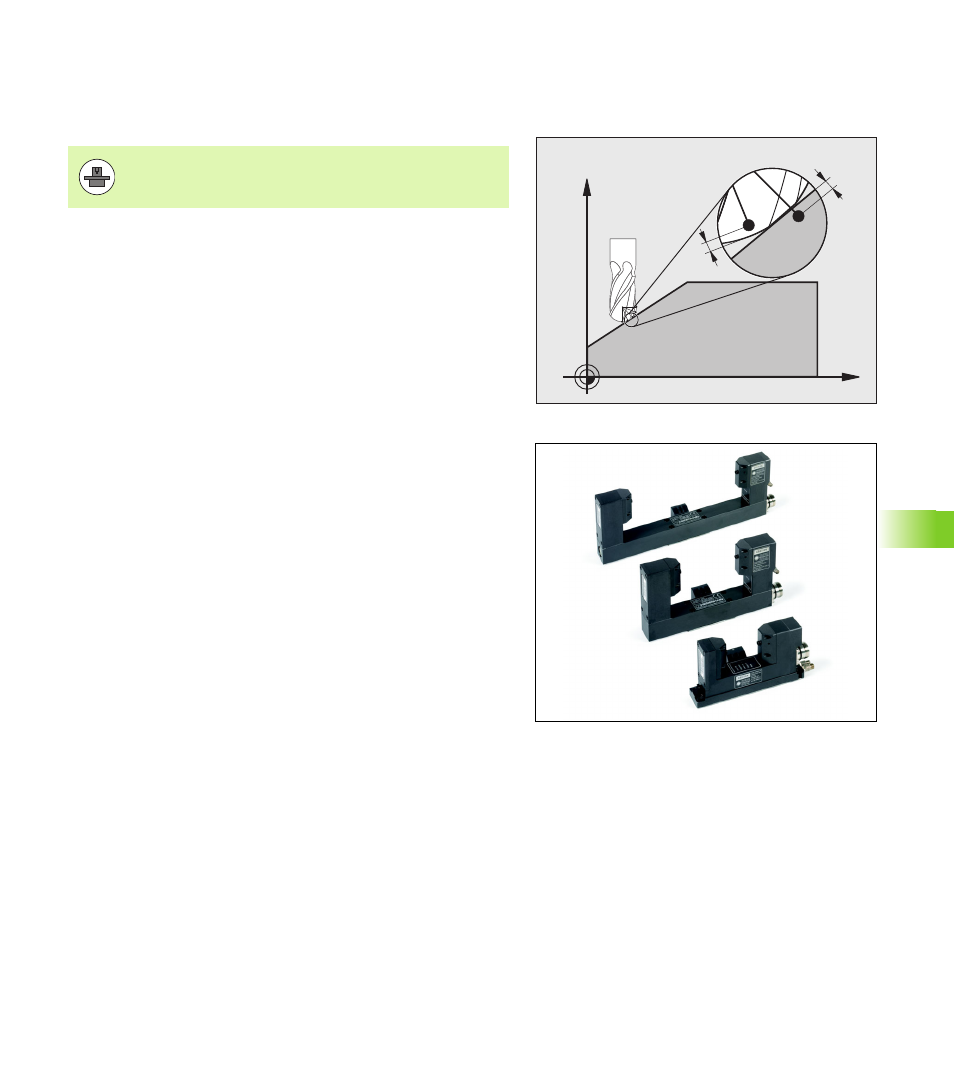
Correzione tridimensionale dell’utensile in
funzione dell'angolo di contatto (opzione
software 3D-ToolComp)
Il raggio effettivo della sfera di una fresa a raggio frontale diverge a
seconda della produzione dalla forma ideale. La massima precisione di
forma è definita dal costruttore degli utensili, gli scostamenti normali
si aggirano tra 0,005 e 0,01 mm.
La precisione di forma può essere determinata con un sistema laser e
relativi cicli laser sul TNC e memorizzata sotto forma di una tabella dei
valori di correzione. La tabella contiene valori angolari e lo
scostamento rilevato sul relativo valore angolare dal raggio nominale
R2
.
Con l'opzione software 3D-ToolComp il TNC è in grado di
compensare, indipendentemente dal punto di contatto effettivo
dell'utensile, il valore di correzione definito nella tabella dei valori di
correzione.
Premesse
L'opzione software 3D-ToolComp è abilitata
L'opzione software 2 Lavorazione 3D è abilitata
Parametro macchina 7680, il bit 6 deve essere impostato sul valore
1: alla correzione della lunghezza utensile il TNC compensa il valore
R2
in base al valore della tabella utensili
La colonna DR2TABLE nella tabella utensili TOOL.T è abilitata
(parametro macchina 7266.42)
L'utensile è stato misurato con il sistema laser e la tabella dei valori
di correzione è disponibile in una directory sotto TNC:\. In alternativa
è anche possibile creare manualmente la tabella dei valori di
correzione (vedere "Tabella valore di correzione" a pagina 544)
Le dimensioni utensile L, R e R2 sono impostate nella tabella utensili
TOOL.T
Nella colonna DR2TABLE della tabella utensili TOOL.T è impostato per
l'utensile da correggere il nome del percorso della tabella dei valori
di correzione (senza estensione) (vedere "Tabella utensili: dati
utensile standard" a pagina 184)
Programma NC: sono necessari blocchi NC con vettori normali alla
superficie (vedere "Programma NC" a pagina 546)
X
Z
DR20.004
DR2+0.002
Per poter impiegare l'opzione software 92, 3D-ToolComp,
è necessaria anche l'opzione software 2.