Profilo icp assiale, 8 cicli di fr esat ur a – HEIDENHAIN SW 54843x-03 Manuale d'uso
Pagina 325
HEIDENHAIN MANUALplus 620
325
4.8 Cicli di fr
esat
ur
a
Profilo ICP assiale
Selezionare Fresatura
Selezionare Profilo assiale ICP
In funzione dei parametri, il ciclo fresa un profilo ovvero sgrossa/
rifinisce una tasca sulla superficie frontale.
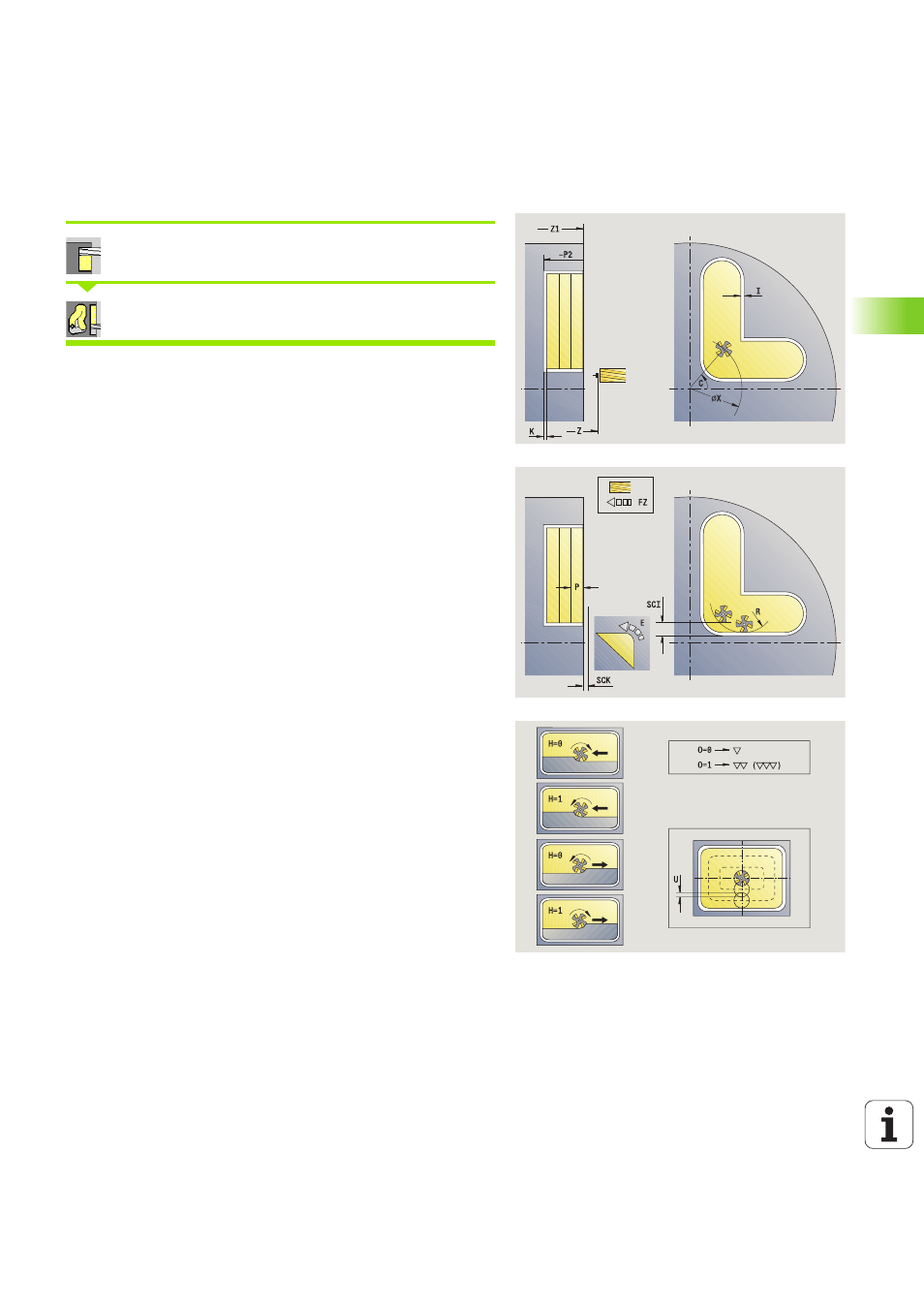
Parametri ciclo (prima finestra di immissione)
X, Z
Punto di partenza
C
Angolo mandrino (posizione asse C)
Z1
Spigolo superiore di fresatura (default: punto di partenza Z)
P2
Profondità di fresatura
I
Sovrametallo parallelo al profilo
K
Sovrametallo in profondità
P
Profondità di accostamento (default: profondità totale in
un accostamento)
FZ
Avanzamento di accostamento (default: avanzamento
attivo)
E
Avanzamento ridotto per elementi circolari (default:
avanzamento attivo)
FK
Numero profilo ICP
G14
Punto cambio utensile (vedere pagina 140)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
Parametri ciclo (seconda finestra di immissione)
O
Sgrossatura o Finitura – solo per fresatura tasca
0: sgrossatura
1: finitura
2: sbavatura
H
Direzione di fresatura
0: discorde
1: concorde
U
Fattore di sovrapposizione (intervallo: 0 < U < 1)
U=0 o nessuna immissione: fresatura profilo
U\>0: fresatura tasca – sovrapposizione minima dei
percorsi di fresatura = U*diametro fresa
JK
Fresatura profilo (immissione considerata solo per
fresatura profilo)
0: sul profilo
1: all'interno del profilo
2: all'esterno del profilo