Troncatura-tornitura assiale finitura, 5 cicli di tr oncat u ra – HEIDENHAIN SW 54843x-03 Manuale d'uso
Pagina 248
248
Programmazione di cicli
4.5 Cicli di tr
oncat
u
ra
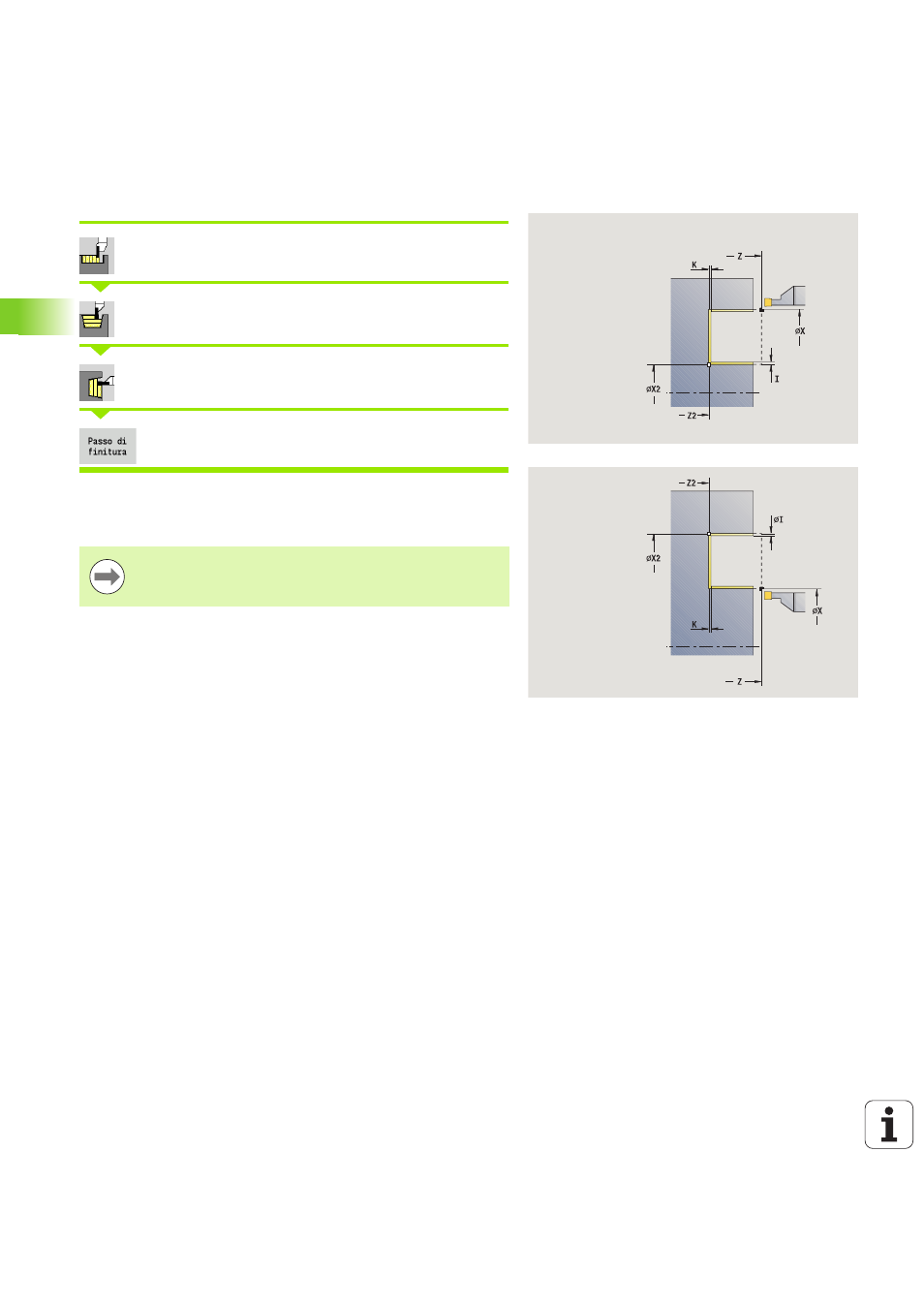
Troncatura-tornitura assiale finitura
Selezionare Cicli di troncatura
Selezionare Troncatura-tornitura
Selezionare Troncatura-tornitura assiale
Attivare il softkey Finitura
Il ciclo rifinisce la parte del profilo definita da Punto di partenza e
Punto finale profilo
(vedere anche "Troncatura-tornitura" a
I Sovrametalli I, K definiscono il materiale che rimane
ancora presente dopo il ciclo di finitura.
Parametri ciclo
X, Z
Punto di partenza
X2, Z2
Punto finale profilo
I, K
Sovrametallo X, Z
G14
Punto cambio utensile (vedere pagina 140)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
G47
Distanza di sicurezza (vedere pagina 140)
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.