Profilo icp finitura assiale, 4 cicli di aspor tazione tr ucioli – HEIDENHAIN SW 54843x-03 Manuale d'uso
Pagina 204
204
Programmazione di cicli
4.4 Cicli di aspor
tazione tr
ucioli
Profilo ICP finitura assiale
Selezionare Cicli asp. truc. assiale/radiale
Selezionare Passata ICP assiale
Attivare il softkey Finitura
Il ciclo rifinisce la parte del profilo descritta nel profilo ICP. L'utensile si
arresta alla fine del ciclo.
L'utensile penetra con l'angolo massimo possibile, il
materiale residuo viene ignorato.
Parametri ciclo
X, Z
Punto di partenza
FK
Pezzo finito ICP: nome del profilo da lavorare
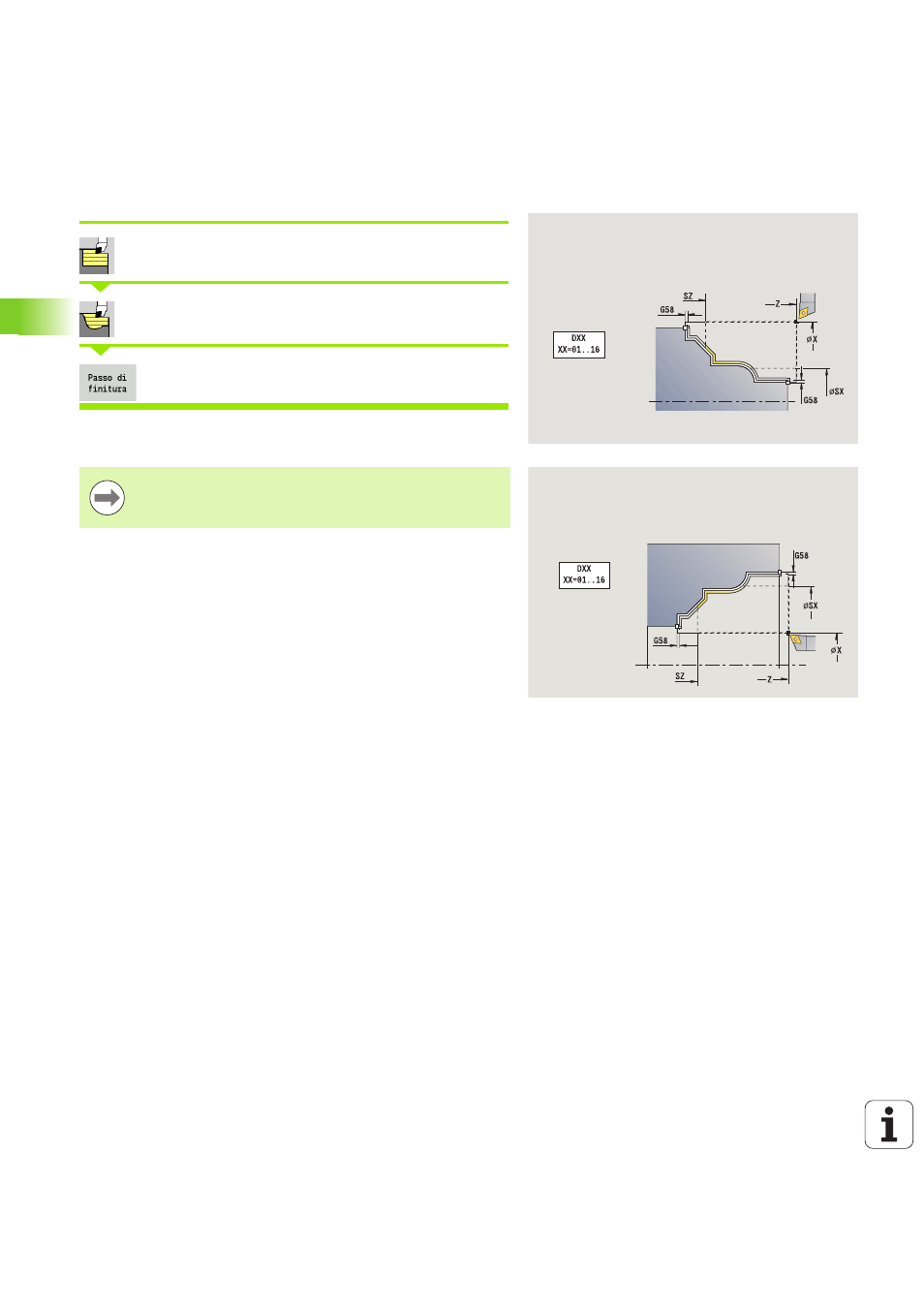
DXX
Numero correzione addizionale: 1-16 (vedere pagina 140)
G58
Sovrametallo parallelo al profilo
DI
Sovrametallo parassiale X
DK
Sovrametallo parassiale Z
SX, SZ
Limitazioni di taglio (vedere pagina 140)
G47
Distanza di sicurezza (vedere pagina 140)
G14
Punto cambio utensile (vedere pagina 140)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.