Esecuzione programma, 9 modalità "esecuzione pr ogr amma – HEIDENHAIN SW 54843x-03 Manuale d'uso
Pagina 115
HEIDENHAIN MANUALplus 620
115
3.9 Modalità "Esecuzione pr
ogr
amma"
esecuzione programma
Il programma ad autoapprendimento/DIN caricato viene eseguito non
appena si attiva Start ciclo. Stop ciclo arresta la lavorazione in
qualsiasi momento.
Durante l'esecuzione del programma il cursore si trova sempre sul
ciclo o blocco DIN attualmente in esecuzione. Per programmi ad
autoapprendimento sono visualizzati nella finestra di immissione i
parametri del ciclo in corso.
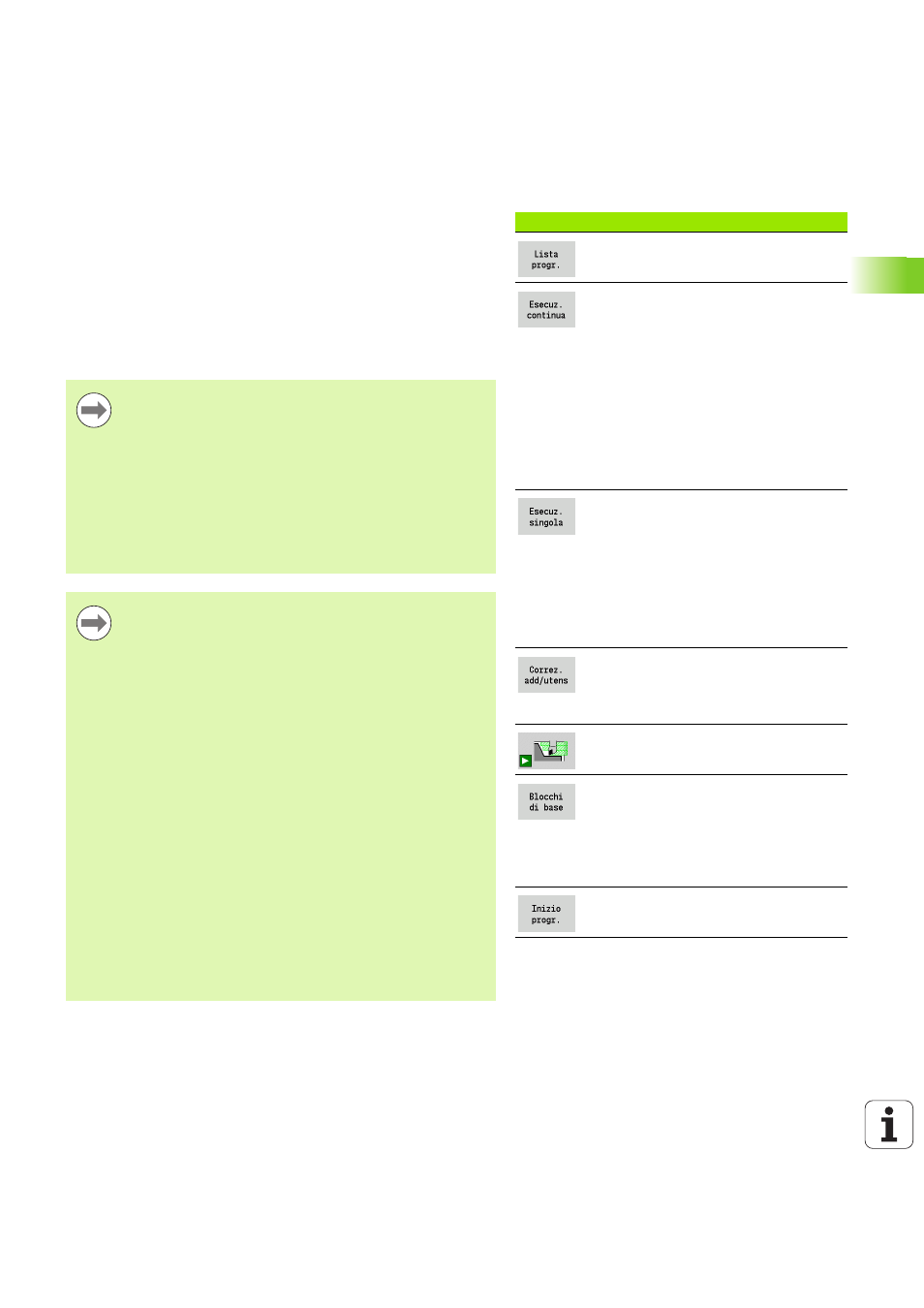
Sull'esecuzione del programma è possibile interagire utilizzando i
softkey descritti nella tabella.
Softkey
Selezione del programma ad
autoapprendimento o smart.Turn
Programma ad autoapprendimento:
On: esecuzione dei cicli fino al
successivo cambio utensile da
confermare
Off: stop dopo ogni ciclo. Avvio del ciclo
successivo con Start ciclo
Programma smart.Turn:
On: esecuzione programma senza
interruzioni
Off: arresto prima dell'istruzione "M01"
On: arresto dopo ogni percorso di
traslazione (blocco di base). Avvio del
percorso successivo con Start ciclo.
(Raccomandazione: utilizzare la
modalità Esecuzione singola
congiuntamente alla visualizzazione
blocco di base)
Off: esecuzione delle istruzioni ciclo/
DIN senza interruzioni
Immissione di correzioni utensile o
correzioni addizionali vedere "Correzioni
durante l'esecuzione del programma" a
pagina 116
Attivazione della Simulazione grafica
On: visualizzazione delle istruzioni di
traslazione e di comando in "formato
DIN" (blocchi di base)
Off: visualizzazione del programma
visualizzazione del programma ad
autoapprendimento o DIN
Il cursore si porta sul primo blocco del
programma ad autoapprendimento o DIN.
Nel menu Esecuzione \> opzione Numero pezzi è possibile
definire nel parametro MP un numero di pezzi predefinito
(funzione correlata alla macchina in uso). Il programma può
quindi essere eseguito soltanto fino al raggiungimento di
tale numero di pezzi. Il controllo numerico visualizza quindi
un messaggio e non consente di eseguire ulteriori
lavorazioni. Con il softkey Cancella n. pezzi è possibile
ripristinare il contatore dei pezzi.
Nel campo di immissione P è possibile predefinire anche
un numero di pezzi effettivo, se ad es. è già stato realizzato
un numero definito di pezzi.
Nel menu Esecuzione \> opzione Livello mascheratura è
possibile impostare/attivare nel parametro NR i livelli di
mascheramento definiti nel programma. Prima di poter
impostare/attivare i livelli di mascheratura, devono essere
definiti nel programma (vedere manuale utente
Programmazione smart.Turn e DIN).
Inserire nel parametro NR il valore "2" e premere il softkey
Salva, il controllo numerico imposta/attiva così il livello di
mascheramento 2 e aggiorna quindi la casella di
visualizzazione (vedere "Visualizzazione dati macchina" a
pagina 80). Inoltre, alla successiva esecuzione del
programma il controllo numerico non esegue i blocchi NC
definiti con il livello di mascheratura impostato/attivo.
Se si desidera impostare/attivare contemporaneamente
diversi livelli di mascheratura, inserire nel parametro NR
una sequenza di cifre. L'immissione di "159" imposta/attiva
i livelli di mascheratura 1, 5 e 9.
Disattivare i livelli di mascheratura salvando il parametro
NR senza immissione.
In fase di impostazione/attivazione dei livelli di
mascheratura durante l'esecuzione del programma tenere
presente che il controllo numerico reagisce con ritardo
mediante la lettura blocchi.