6 esempi di programmazione – HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 283
HEIDENHAIN TNC 426, TNC 430
267
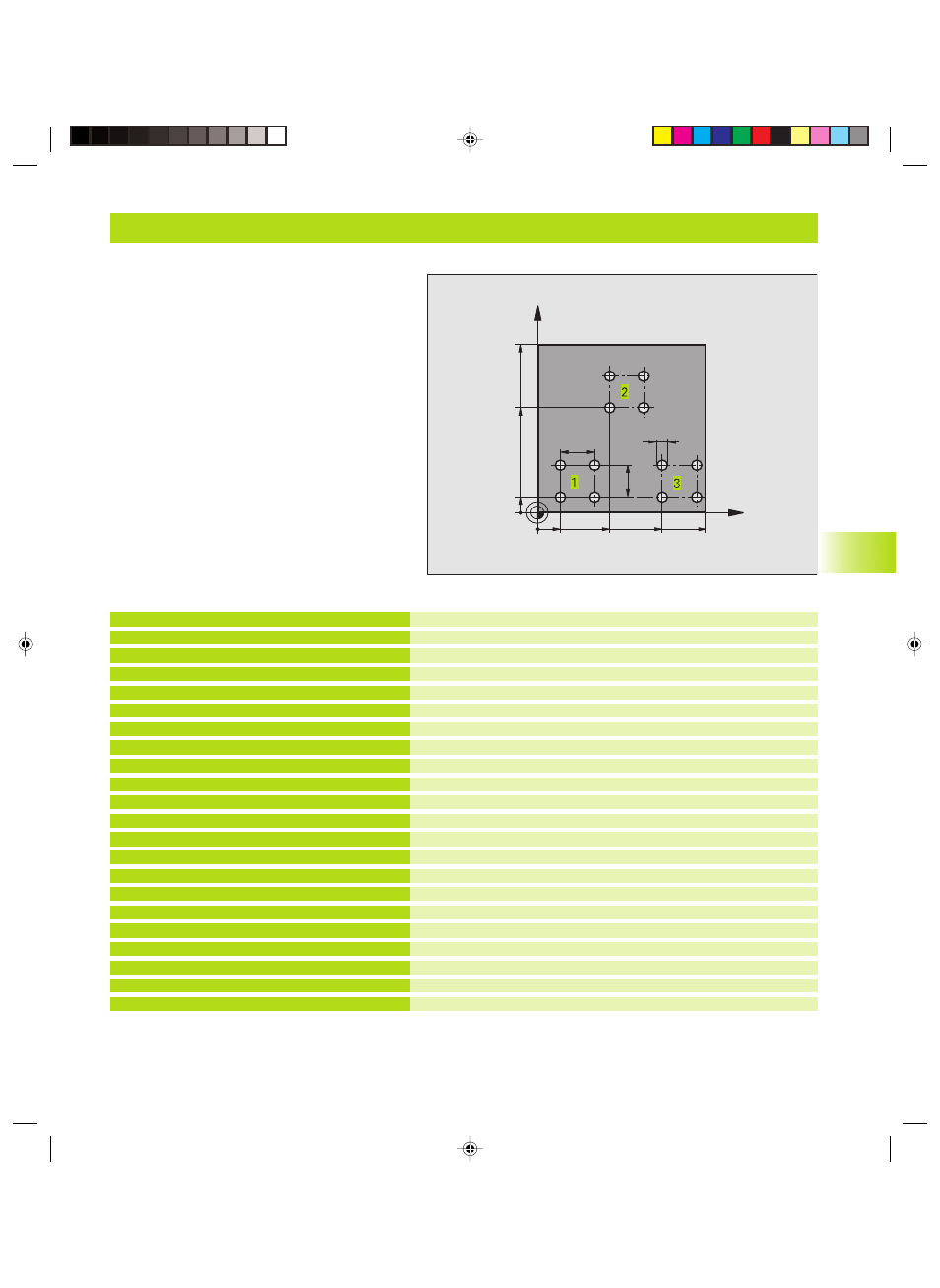
Esempio: Gruppi di fori
9.6 Esempi di programmazione
Esempio: Gruppi di fori
Esecuzione del programma
■
Posizionamento sui gruppi di fori nel
programma principale
■
Chiamata gruppo di fori (sottoprogramma 1)
■
Una sola programmazione del gruppo di fori nel
sottoprogramma 1
0 BEGIN PGM UP1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2,5
4 TOOL CALL 1 Z S5000
5 L Z+250 R0 F MAX
6 CYCL DEF 200 FORATURA
Q200=2
;DIST. DI SICUREZZA
Q201=-10
;PROFONDITA
Q206=250
;F ACCOST. PROF.
Q202=5
;PROF. INCREMENTO
Q210=0
;TEMPO ATTESA SOPRA
Q203=+0
;COORD. SUPERFICIE
Q204=10
;2° DIST. SIC.
Q211=0.25
;TEMPO ATTESA SOTTO
7 L X+15 Y+10 R0 F MAX M3
8 CALL LBL 1
9 L X+45 Y+60 R0 F MAX
10 CALL LBL 1
11 L X+75 Y+10 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
Definizione utensile
Chiamata utensile
Disimpegno utensile
Definizione del ciclo “Foratura“
Posizionamento sul punto di partenza del gruppo fori 1
Chiamata sottoprogramma per gruppo di fori
Posizionamento sul punto di partenza del gruppo fori 2
Chiamata sottoprogramma per gruppo di fori
Posizionamento sul punto di partenza del gruppo fori 3
Chiamata sottoprogramma per gruppo di fori
Fine del programma principale
X
Y
15
60
100
100
75
10
45
20
20
5
Lkap9.pm6
28.06.2006, 11:09
267