4 cicli per la definizione di sagome di punti – HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 220
8 Programmazione: Cicli
204
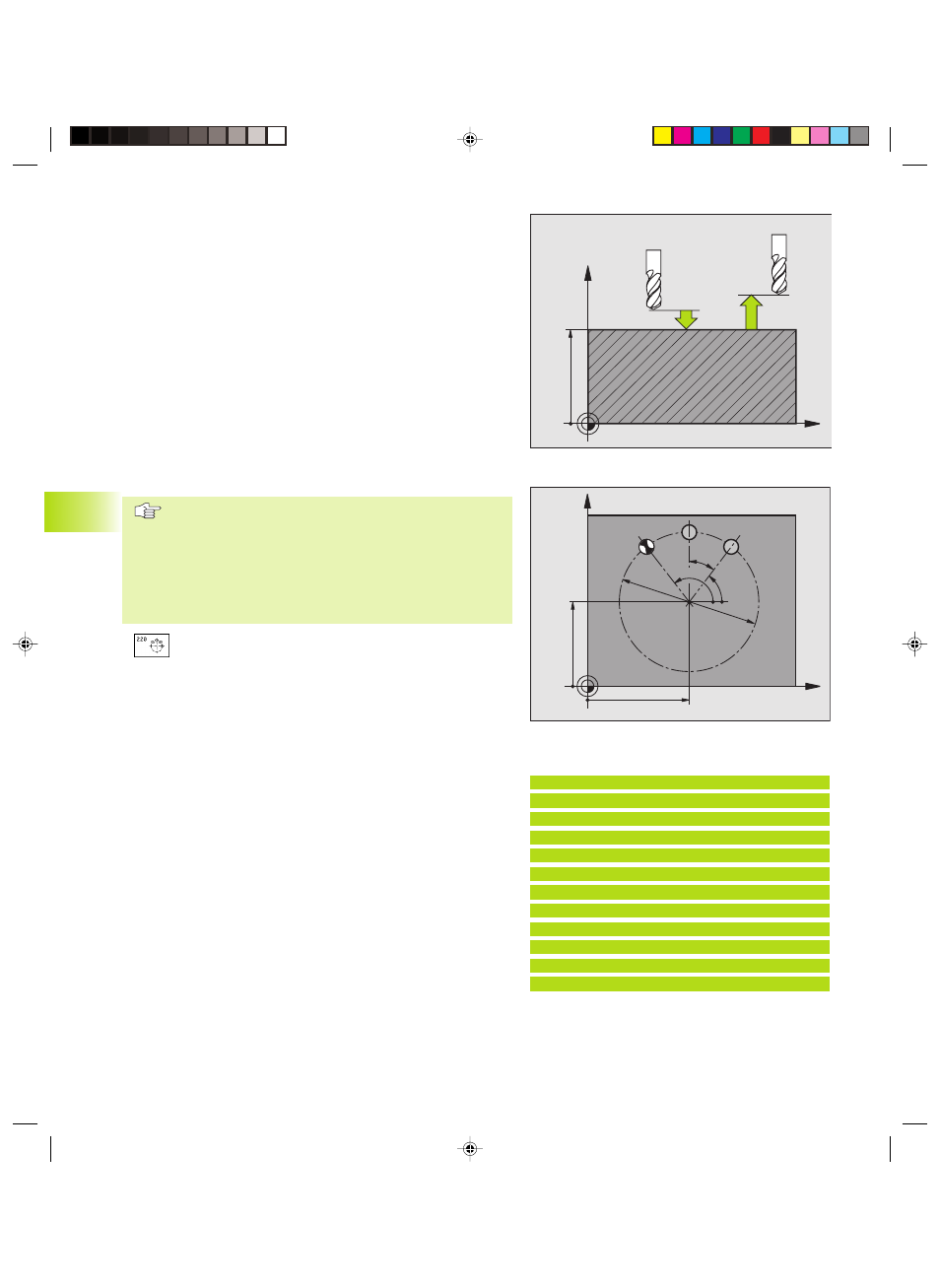
SAGOMA DI PUNTI SU CERCHI (Ciclo 220)
1 Il TNC porta in rapido l’utensile dalla posizione attuale sul punto di
partenza della prima lavorazione.
Sequenza:
■
Posizionamento sulla 2. DISTANZA DI SICUREZZA (asse del
mandrino)
■
Posizionamento sul punto di partenza nel piano di lavoro
■
Posizionamento alla DISTANZA DI SICUREZZA sopra la
superficie del pezzo (asse del mandrino)
2 Da questa posizione il TNC esegue il ciclo di lavorazione definito
per ultimo
3 Successivamente il TNC posiziona l'utensile con un movimento
lineare sul punto di partenza della lavorazione successiva;
l'utensile si trova alla DISTANZA DI SICUREZZA (oppure
alla 2ª DISTANZA DI SICUREZZA)
4 Questa procedura (da 1 a 3) si ripete fino alla conclusione di tutte
le lavorazioni
Da osservare:
Il ciclo 220 è DEF attivo, quindi chiama automaticamente
l‘ultimo ciclo di lavorazione definito
Se uno dei cicli di lavorazione da 200 a 208 e da 212 a
215 viene combinato con il ciclo 220, sono valide la
DISTANZA DI SICUREZZA, la superficie del pezzo e la 2ª
DISTANZA DI SICUREZZA del ciclo 220.
ú
CENTRO 1º ASSE Q216 (assoluto): centro del cerchio
primitivo nell’asse principale del piano di lavoro
ú
CENTRO 2º ASSE Q217 (assoluto): centro del cerchio
primitivo nell’asse secondario del piano di lavoro
ú
DIAMETRO RETICOLO Q244: diametro del cerchio
primitivo
ú
ANGOLO INIZIALE Q245 (assoluto): angolo tra l’asse
principale del piano di lavoro e il punto di partenza
della prima lavorazione sul cerchio primitivo
ú
ANGOLO FINALE Q246 (assoluto): angolo tra l'asse
principale del piano di lavoro e il punto iniziale
dell'ultima lavorazione sul cerchio primitivo (non vale
per cerchi pieni); inserire l'angolo finale diverso
dall'angolo iniziale; se per l'angolo finale viene inserito
un valore maggiore di quello dell'angolo iniziale, la
lavorazione viene eseguita in senso antiorario,
altrimenti in senso orario
ú
ANGOLO INCREMENTALE Q247 (incrementale):
angolo tra due lavorazioni sul cerchio primitivo;
inserendo 0 per l’ANGOLO INCREMENTALE, il TNC
calcola l’ANGOLO INCREMENTALE dagli ANGOLI
INIZIALE e FINALE e dal NUMERO DI LAVORAZIONI;
inserendo un ANGOLO INCREMENTALE, il TNC non
tiene conto dell’ANGOLO FINALE; il segno
dell‘ANGOLO INCREMENTALE definisce la direzione
della lavorazione (- = senso orario)
8.4 Cicli per la definizione di sagome di punti
X
Z
Q200
Q203
Q204
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
Esempi di blocchi NC:
53 CYCL DEF 220 SAGOMA SU CERCHIO
Q216=+50
;CENTRO 1º ASSE
Q217=+50
;CENTRO 2º ASSE
Q244=80
;DIAMETRO RETICOLO
Q245=+0
;ANGOLO DI PARTENZA
Q246=+360
;ANGOLO FINALE
Q247=+0
;ANGOLO INCREMENTALE
Q241=8
;NUMERO LAVORAZIONI
Q200=2
;DISTANZA DI SICUREZZA
Q203=+0
;COORD. SUPERFICIE
Q204=50
;2ª DIST. SICUREZZA
Q301=1
;ANDARE AD ALTEZZA SICURA
Kkap8.pm6
28.06.2006, 11:09
204