2 cicli di foratura – HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 200
8 Programmazione: Cicli
184
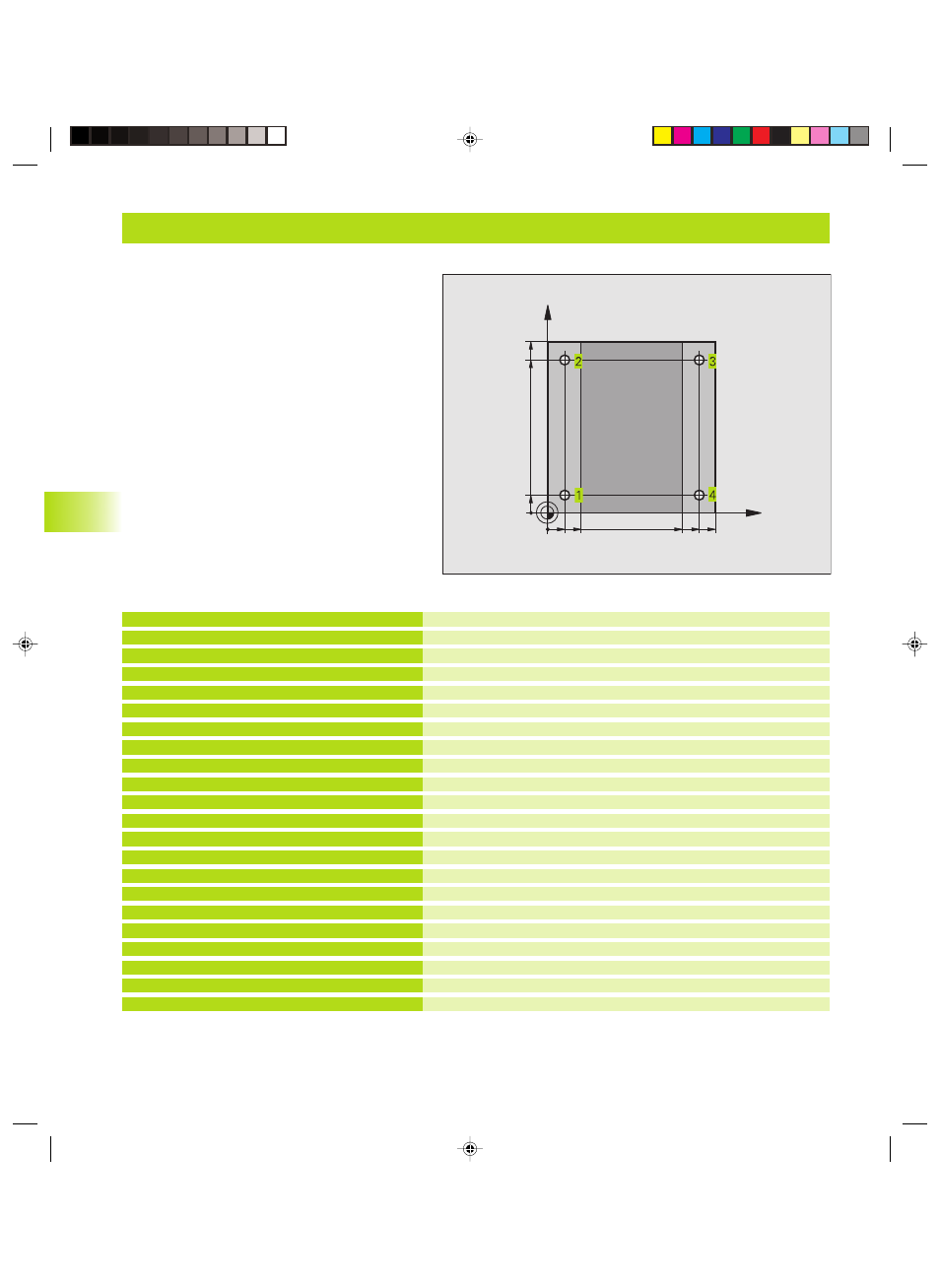
Esempio: Cicli di foratura
Definizione pezzo grezzo
Definizione utensile
Chiamata utensile
Disimpegno utensile
Definizione ciclo
Posizionamento sul foro 1, mandrino ON
Chiamata ciclo
Posizionamento sul foro 2, chiamata ciclo
Posizionamento sul foro 3, chiamata ciclo
Posizionamento sul foro 4, chiamata ciclo
Disimpegno dell’utensile, fine del programma
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYCL DEF 200 FORATURA
Q200=2
;DIST. DI SICUREZZA
Q201=-15
;PROFONDITA
Q206=250
;F ACCOST. PROF.
Q202=5
;PROF. INCREMENTO
Q210=0
;TEMPO ATTESA SOPRA
Q203=-10
;COORD. SUPERFICIE
Q204=20
;2° DIST. SIC.
Q211=0.2
;TEMPO ATTESA SOTTO
7 L X+10 Y+10 R0 F MAX M3
8 CYCL CALL
9 L Y+90 R0 F MAX M99
10 L X+90 R0 F MAX M99
11 L Y+10 R0 F MAX M99
12 L Z+250 R0 F MAX M2
13 END PGM C200 MM
8.2 Cicli di foratura
X
Y
20
10
100
100
10
90
90
80
Kkap8.pm6
28.06.2006, 11:09
184