7 cicli per la conversione delle coordinate – HEIDENHAIN TNC 426 (280 474) Manuale d'uso
Pagina 264
8 Programmazione: Cicli
248
PIANO DI LAVORO (Ciclo 19)
Le funzioni per la rotazione del piano di lavoro vengono
interfacciate dal Costruttore della macchina tra TNC e
macchina. Per determinate teste orientabili (tavole
orientabili), il costruttore della macchina definisce se gli
angoli programmati nel ciclo vengono interpretati dal
TNC come coordinate degli assi di rotazione oppure quali
componenti angolari di un piano inclinato. Consultare il
Manuale della macchina.
Il piano di lavoro viene sempre ruotato intorno all’origine
attiva. Per le informazioni generali vedere ”2.5 Rotazione
del piano di lavoro”: leggere quel paragrafo con
attenzione!
Generalità vedere ”2.5 Rotazione del piano di lavoro”:
leggere tutto questo paragrafo con attenzione.
Attivazione
Col ciclo 19 si definisce la posizione del piano di lavoro - ovvero la
posizione dell'asse utensile riferita al sistema di coordinate fisse
della macchina - mediante l'inserimento di angoli di rotazione. La
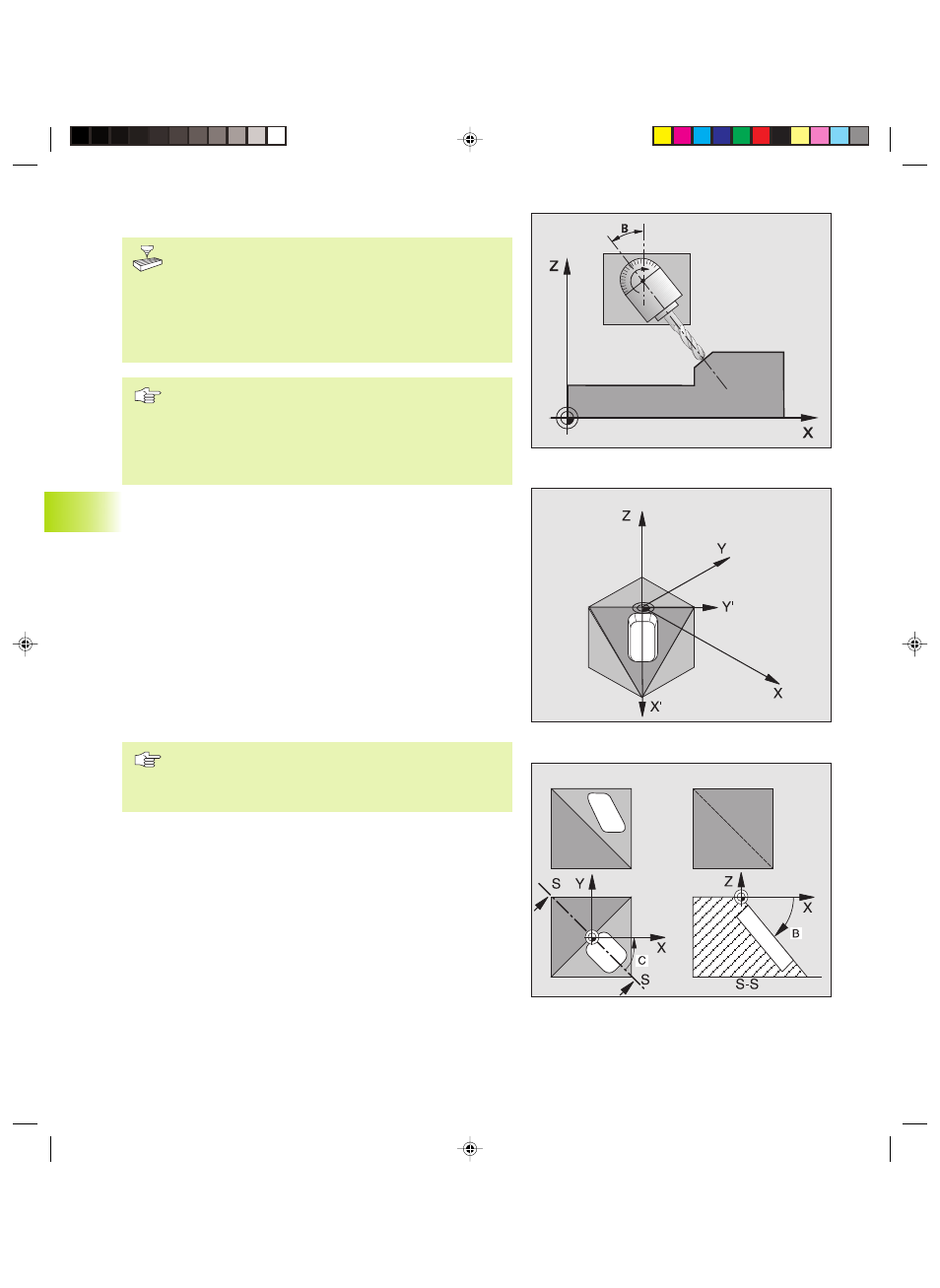
posizione del piano di lavoro può essere definita in due modi:
■
Inserendo direttamente la posizione degli assi di rotazione
(vedere figura in alto a destra)
■
Descrivendo la posizione del piano di lavoro utilizzando fino a tre
rotazioni (angolo spaziale) del sistema di coordinate fisso di
macchina. Il vettore spaziale da inserire si ottiene ponendo un
intaglio verticale attraverso il piano di lavoro inclinato e
osservandolo dall'asse su cui ci si vuole orientare (vedere le
figure centrale a destra e in basso a destra) Con due angoli
spaziali è già possibile definire qualsiasi posizione dell'utensile
nello spazio
Prestare attenzione al fatto che la posizione del sistema
di coordinate orientato e quindi anche i movimenti di
spostamento nel sistema orientato dipendono da come
viene descritto il piano orientato.
Se la posizione del piano di lavoro viene programmata tramite
l'angolo spaziale, il TNC calcola in automatico le posizioni angolari
degli angoli di orientamento necessari e ne memorizza i valori nei
parametri Q120 (asse A) fino a Q122 (asse C). Se si hanno due
soluzioni possibili, il TNC sceglie il percorso più breve - partendo
dalla posizione zero degli assi di rotazione.
La sequenza delle rotazioni per il calcolo della posizione del piano è
definita: dapprima il TNC ruota l'asse A, quindi l'asse B e infine
l'asse C.
Il ciclo 19 è attivo dalla sua definizione nel programma. Non appena
si sposta un asse nel sistema ruotato, diventa attiva la correzione
per quest’asse. Se la correzione deve essere calcolata per tutti gli
assi, occorre spostarli tutti.
8.7 Cicli per la conversione delle coordinate
Kkap8.pm6
28.06.2006, 11:09
248